眼晴彻底画瞎了——各种压铆的安装方法动画
上回说到右眼失明的事,本应好好休养一阵,但是前方在呼唤兮时不我待,趁着左眼还能看见,连夜将压铆系列紧固件的安装方式画下来。现在好了,左眼也彻底废了,如果你猜的错的话这篇文章是盲打出来的。
压铆螺母的安装方法:
涨铆螺母的安装方法:
翻铆螺母的安装方法:
埋头螺柱的安装方法:
埋头螺钉的安装方法:
重型HFH压铆螺钉的安装方法:
压铆螺钉FH的安装方法:
压铆螺柱SO BSO的安装方法:
压花螺柱DSO的使用方法:
SOSG接地螺柱的安装方法:
TPS定位销的安装使用方法:
SSS支撑卡柱的安装与使用方法:
密封防水螺柱安装方法:
无台阶防水螺柱:
六角压铆螺母的安装方法:
TD直角线扣安装方法:
PTL2弹性伸缩销的安装方法:
PF11松不脱螺钉的安装方法:
PF21 PF22松不脱螺钉的安装方法:
PF11MF松不脱螺钉的安装方法:
PF41 42松不脱螺钉的安装方法:
PF31 PF32系列弹簧螺钉的安装方法:
PF16 PF16系列可调节面板螺钉的安装方法:
PF09 PF10系列螺钉的安装方法:
作者大大你的眼睛还好吧。
我想问一个问题,我设计了一个钣金需要用到压焊螺母,但是在某宝找了很久他们只有压柳这一选择,但我的设计太小了,只有一厘米宽,实在是用不了压柳,所以想用压焊螺母,我发现某宝上压焊螺母卖得很好,但是相应的能做压焊工艺的厂家却几乎没有,这是为什么咧
附件:
@喧哗 你好。不好意思,点焊工艺我也不是很了解。某宝上能做压焊工艺的厂家几乎没有….这个我也不知道为什么,或许做“螺母点焊机”的厂家更专业一点,你不防问问设备厂家。
你好,我使用铝板设计了一个小的外壳,因为体积较小,导致铝板上的压铆是在机箱内侧,无法使用常规的直上直下的压铆机进行压铆;而铝板在折弯后还需要进行阳极氧化,普通的镀锌螺母又不能进氧化,请问此种情况,需要如何处理?
1、是否有L型,或者压铆机下模比教薄的模具,比如模且加底座在25MM以内?
2、镀锌螺母更改为不锈钢螺母,这样可以和铝件一起进行氧化处理。
图片位置:https://picture-1309714647.cos.ap-nanjing.myqcloud.com/img20221006204223.png
好的,非常感谢
图片没有上传成功,更新一下图片。
附件: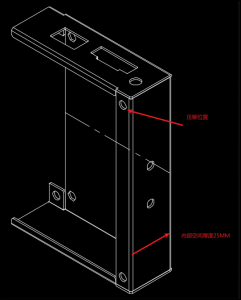
@SZW5984 你好。
1、是否有L型,或者压铆机下模比教薄的模具,比如模且加底座在25MM以内?
————市场上压铆机出厂默认配置都是简易的压机头+普通底座平台,除非你向设备厂家订制你所需的要特殊方案。由于做压铆机设备的厂商对每个用户的应用场景并不熟悉,故大部分情况是工厂自行在标准压铆机的基础上进行改装,换言之,贵司需要自行开发工装治具以适应安装要求。
PS,正好之前也有一个朋友咨询与你类似的折弯后压铆的问题,请参考我的前一个回复(第52位匿名提问者):https://www.finesz.com/blog/archives/1406#comment-4244; 当然,我也建议你先进行螺母安装再进行折弯(如果边距条件满足的话);或者干脆采用平齐螺母这样对工装设计与安装要求都低一点。
2、镀锌螺母更改为不锈钢螺母,这样可以和铝件一起进行氧化处理。
————理论上是可以的。这里需要提醒的是,我发现在某些特定条件下,不锈钢压铆螺母(或不锈钢压铆螺钉、螺柱等)安装在铝板后进行整体阳极氧化的过程中,不锈钢螺母被电解,以致于螺母本身“瘦”了一圈,这种情况会被误认为螺母腐蚀而事实上是不锈钢螺母被充当阳极板的作用。如图所示。我并不是很清楚在什么什么参数条件下会发生这种现象,故只是提醒。
平齐螺母需要板厚在1.5mm以上,我这边使用的是1.0mm的铝板,所以只能更改结构了。
你们这边的微空间螺母 M3X0.5的 1.0的FEO系列是标准品嘛?价格一般多少?
以上谢谢。
@SZW5984 你好。
可以将平齐螺母订制成1.0厚并减小两端内螺纹倒角也能用的,请自行凭估结构与性能的可行性。
FEO是标准品。FEO(自锁)单价0.28;FEOX(非自锁)单价0.18。
博主你好,想请教一下这种压铆的方式是怎样完成的。我遇到一个产品,这个产品两根管与固定片连接的方式是通过另外一个压铆零件来实现固定的。
附件:
图片2
附件:
@wm 你好。不好意思,这个我也看不懂哦,汗~
请问这是什么软件 画的
javascript
螺母是刚好压稳固的压力,但板材很容易变形。如何避免基材变形呢?
@匿名 你好。说的是压铆螺母吗?板的变形量主要受控于治具与压机冲头的配合精度。治具凹槽的深度需正好与螺母的高度(露出板的那个圆柱高度)持平,字具的外径与冲头的外径保持一致且平整,在铆压到位的那一瞬间,靠冲头与冶具的强束保证板的平整,如果还是不平可考虑将字治具与冲头外径适当做大一点。当然或许还其它原因……
你好 螺丝接这个网站最近都打不开了,今天日期2024年12月11日
谢谢提醒,确实有些问题。
感谢博主,学习了