电镀锌工艺流程
一、作业说明:电镀作业(表面处理)是将制品浸含于离子溶液,并接通于阴极。另一端置适当的阳极(锌块),通过直流电波,镀件表面即析出一层金属薄膜的方法。
二、范 围:
(一)、适用所有须镀锌处理之螺栓、螺丝、螺帽等。
(二)、电镀之化学检验室工作范围包含电镀检验、酸洗检验、废水检验等。工作项目为电镀之氯化铵、氯化锌测定:酸洗之磷酸盐浓度测定:废水场院之COD测定等。
三、作业流程:
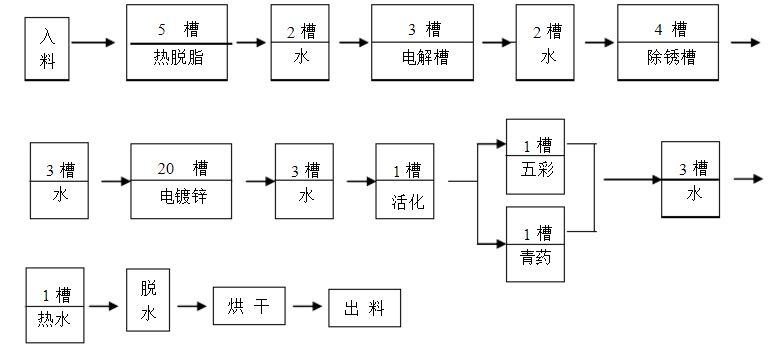
注:全自动生产线完成一个循环动作为3分40秒与4分20秒。
四、设备:电镀设备、滚桶、天车、锅炉、过滤机、整流器、冷冻器、烘干机、叉车、滴定分
析仪器(如:回流冷凝管)。
五、量具:滴定管、温度计、PH试纸、比重计。
六、材料:锌锭、片碱、脱脂剂、清水、盐酸、电解脱脂剂、氯化锌、氯化铵、双氧水、光泽剂、柔软剂、青药、硝酸、过滤助剂、盐酸抑制剂。
七、各项建浴标准:
(一)、前处理: 1、热脱脂槽:(3000公升)平均每周清理及建浴一次。不做记录。
(1)、热脱脂剂 100KG
(2)、片碱 75KG
2、除锈槽:(2400公升)平均每星期清理及建浴一次,不做记录。
(1)、浓度见SOP90-3/5-除锈槽盐酸浓度表。
(2)、建浴时加0.1-0.2%盐酸抑制剂。
3、电解脱脂槽:(1300公升)平均每个星期清理及建浴一次,不做记录。
(1)、电解脱脂剂 75KG
(2)、片 碱 25KG
(3)、电压控制 0—10伏。
4、活化槽:(400公升)每日清理及建浴一次,不做记录。
(二)、电镀槽:(14000公升)
1、氯化铵 2280KG
2、氯化锌 1000KG
3、光泽剂 50KG
4、柔软剂 400KG
(三)、后处理:
1、活化 建浴标准1-5ml/L(硝酸)
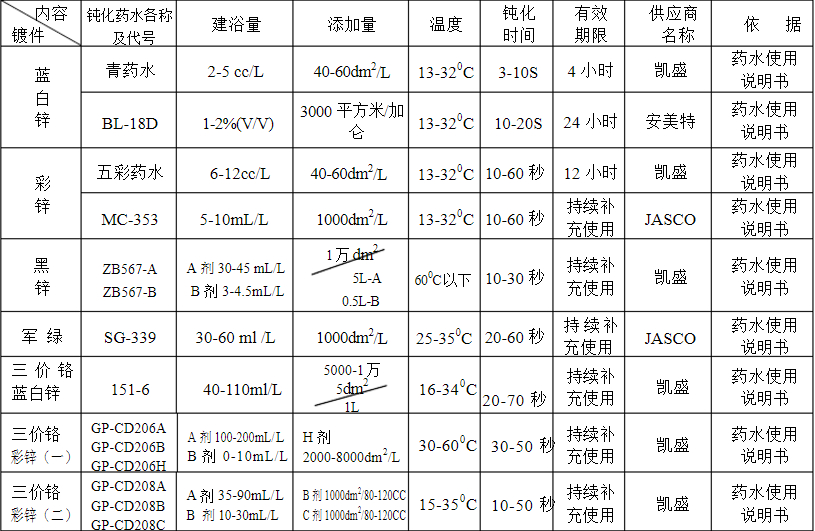
2、钝化如下表(容积500升)
3、热水槽(600公升)保持溢流并恒温。
八、作业要领作业中应注意事项如下:若涉及一些管户的特殊性要求,并需进行特殊控制,请见《特殊特性控管指导书》
(一)、入料量:以滚筒容积的35%–85%为限,重量参考SOP90B表。
(二)、前处理:(作业中应添加下列剂及注意事项)
1、热脱脂槽:
(1)、每生产12小时加25Kg(热处理回火不浸油的产品每生产24小时加25Kg)。
(2)、每生产12小时加50Kg(热处理回火不浸油的产品每生产24小时加50Kg)。
(3)、作业温度控制在600C—850C之间(应记录于查核表QC105E内)。
(4)、注意油水分离是否良好,并随时去除杂质及浮油。
(5)、片碱应于上班之前添加于溢流桶内,较为安全。
2、除锈槽:
(1)、每天上班前须注意油污去除并添加适量的水与盐酸。
(2)、盐酸浓度如下表:

(3)、停机时要将槽内产品掉出放在水槽内。
3、电解脱脂槽:
(1)、电解脱脂剂,2天加一次 25KG
(2)、片碱:2天加一次 25KG
(3)、温度控制在150C—600C之间。(应记录于查核表内)
(4)、电压控制在0-10伏之间。(不作记录)
(三)、电镀槽:
1、氯化铵 每月检查2次,浓度为170—250g/1.(应记录于QC105Q表)
2、氯化锌 每月检查2次,浓度为35—80g/1.(应记录于QC105Q表)
3、光泽剂 200±20ml/KA.2H
4、柔软剂 300±20ml/KA.2H
5、镀液温度 160C—380C之间。(应记录于查核表内)
1、镀液比重 10-12之间。(应记录于查核表内)
2、镀液PH值 5.6—6.2之间.(应记录于查核表内)
3、应注意锌锭耗用情形,并随时添加,锌余量不少于建浴时的1/3。
4、 按各制品之种类调整适当之电压在2.5V—10V之间(具体参照《SOP9093》的SOP90B表), 并记录于表QC105E等,电流表在100A-3500A,不作记录。大螺丝及粗牙螺丝视情况,需调整运转速度到最小或停止状,以防牙伤。
5、 关机前添加双氧水2公升,以防止亚铁成份太高。
6、 保持镀液之清洁,如有过多之浮油、杂质,应立即追踪原因,必要时得清理电镀槽。
7、 暂停机时要将整流机中流调至100A以下。
(四)后处理:
1、 热水槽应保持溢流清水,温度控制在500C—850C之间,镀五彩时温度控制450C—550C之间,每4小时必须清理一次。
2、 各项作业条件中,若有不符之情况,虽不会立即影响产品品质,但须立即告知单们主管,作必要之调整,并于自主检查中,特别注意产品品质之外观及膜厚,必要时得予以重作。
3、 查核次数每班不得少于两次。
(五)、驱氢处理:驱除氢脆——所有抗拉强度大于、等于1000Mpa(145KSi)的电镀产品或客户指定驱氢处理的在镀后2小时内给予驱除氢处理。相关参数记录于表单《OS32-H》等。
(1)调质产品
驱氢温度: 1900C-2300C
驱氢时间: 保温3-10h
(2)渗碳件和锡焊件
驱氢温度: 1400C-2300C
驱氢时间:保温2-10h
注意事项:
1、驱氢前电镀时不能钝化处理,驱氢完成后才进行钝化后处理。
2、氢脆检测试验在驱氢制程结束后16h内进行。
3、驱氢处理最好在电镀锌后两小时内进行,不能超过4小时。
4、有客户特殊要求驱氢,按客户要求进行。
九、作业后处理:
自主检查:
(一)、出料员应于每滚桶内各取出样品,查看外观有无异常。
(二)、各项作业条件中,若有不符之情况,虽不会立即影响产品品质,但须立即告知单位主管,作业要之调整,并于自主检查中,特别注意产品品质之外及膜厚,必要时得 予以重做。
(三)、经自主检查后,产品品质若不合要求时,应作下列处理:
(四)、系上制程流程卡,须检查合格后,始得移往下一制程
十、后续工程及搬运方式:
(一)、确定身份始得移至下一制程。
(二)、保持搬运时的清洁,勿留油污,确保制品美观。

好
不错的!老工程师!
学到了,谢谢老师
请问镀黑锌与镀白锌主要差异点在哪里啊?
工艺上的主要差异在后处理环节:
1,镀黑锌的为“钝化为黑色”,黑锌钝化用的药水与蓝白锌用的不同,见上表。
2,有某些情况下,镀黑锌的钝化后还需涂一层黑漆(蓝白锌的没有这个环节)再烘烤。涂黑漆的过程极其可怕,随手拍了一张电镀厂的照片,简直不忍直视:
附件:
这个表面涂黑色漆的步骤,算真正的黑锌工艺流程里该有的步骤吗?
感觉不对.
应该是不算的。
请问能讲讲不同的表面处理代码的区别吗,比如ZC、ZI等?
是说电镀代号吗?
是的