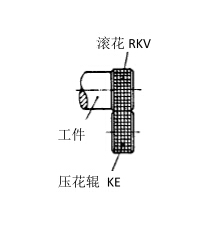
DIN82滚花标准及其它压花样式
注:以下标准非严格意义的DIN82标准,我司结合DIN82标准及实际生产需要修改了一些参数(包含旋转角,齿距,齿形角),以适配于本公司产品,其它公司在参考时请务必慎重。
DIN82-73标准是德国于1973年颁布的关于滚花、压花的尺寸参考标准。该标准主要应用于紧固件、机械零件的表面滚花加工。产品生产过程中采用滚花轮加工的产花纹,如直纹,斜纹压花参考此标准。德标原文档下载:DIN82-1973.pdf
1,滚花类型(以下所有单位为MM):
| 类型 | 名称与代表 | 根据 DIN 403 的滚花轧制制造法 | ||||
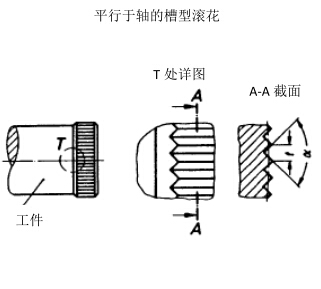
| RAA 直纹 |
 |
 |
||||
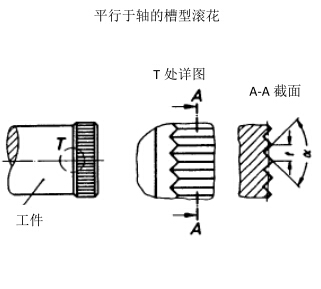
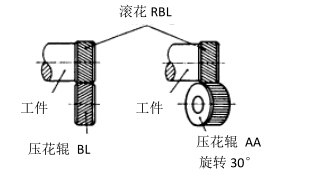
| RBL 左斜纹滚花 |
 |
 |
||||
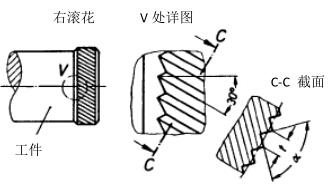
| RBR 右斜纹滚花 |
 |
 |
||||
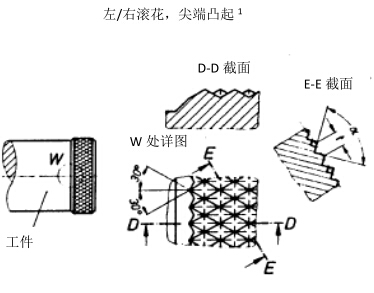
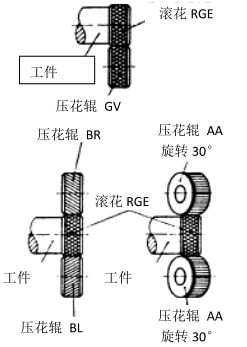
| RGE 左右滚花 尖端凸起 |
 |
 |
||||
| RGV 左右滚花 尖端缩进 |
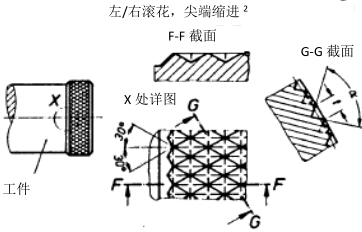 |
 |
||||
| RKE 交叉滚花 尖端凸起 |
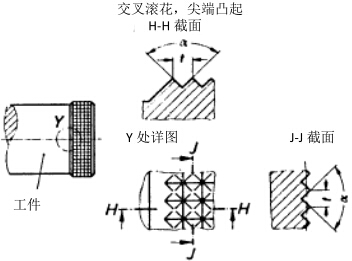 |
 |
||||
| RKV 交叉滚花 尖端缩进 |
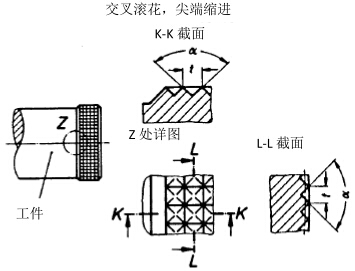 |
 |
||||
2. 尺寸
 2.1. 齿形角。
2.1. 齿形角。
齿形角 α=90°。不标注齿形角时默认为α=90°
若有需要,滚花可制成有 105°或其它角度齿形角的形式。这种情况下名称示例为:
描述示例1:左/右滚花,尖端凸起(RGE 型),齿距 t=0.8mm(08),齿形角α=105°(105);
标注示例1: RGE 08‐105 DIN 82
描述示例2:直纹滚花,直纹槽型(RAA 型),齿距 t=0.6mm(06),齿形角α=90°(90);
标注示例2: RAA 06 DIN 82 (90可以省略)
描述示例3:直纹滚花,直纹槽型(RAA 型),齿距 t=1.2mm(12),齿形角α=60°(60);
标注示例3:RAA12-60 DIN82
2.2. 齿距 t(要注意听讲,这里是重点![]() ):
):
为了精减制造滚花的压花轮的数量,滚花齿距 t 仅限于以下标称值,分别为:
0.3 0.5 0.6 (0.7) 0.8 (0.9) 1.0 1.2 1.6mm
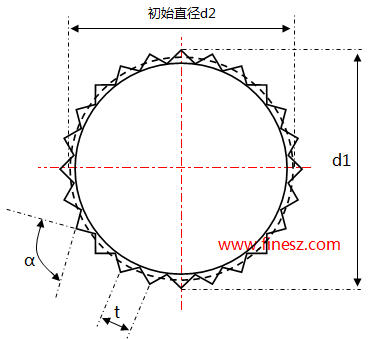
2.3. 公称直径 d 1
车间施工图的公称直径 d 1 是成品滚花的外径,此直径设计依据。
2.4. 初始直径 d 2
滚花前工件的初始直径 d 2 必须小于公称直径 d 1 ,因为压花纹过程中,材料移位会使初始直径增大。
齿形角α=105°的滚花初始直径 d 2 可根据滚花类型及齿距大小按下表中的公式计算出来。
公式中的因子不考虑由压花纹操作或用于滚花的材料特殊特性造成的槽的舍入
|
滚花类型
|
初始直径d2≈ |
| RAA 滚平行于轴的槽 | d1-0.5t |
| RBL 左滚花 | d1-0.5t |
| RBR 右滚花 | d1-0.5t |
| RGE 左/右滚花,钻头凸起 | d1-0.67t |
| RGV 左/右滚花,钻头缩进 | d1-0.33t |
| RKE 交叉滚花,钻头凸起 | d1-0.67t |
| RKV 交叉滚花,钻头缩进 | d1-0.33t |
3,参考标准
DIN 403 滚花
DIN 8583 表 5 压缩成形生产法;压印,分类,定义
说明:
与 1940 年版的 DIN 82 相比,标准名称“滚花”指所有类型。自从以前的名称“金刚钻滚花”和“非金刚钻滚花”不再
使用,引起了工具选择上的困难。某些类型的滚花刀名称更简短,如:左滚花刀、右滚花刀、左/右滚花刀。
各种类型滚花刀的字母符号,提供了更好的区分方法,也产生了电子数据处理的规定名称。字母 R 可区分滚花和压花
辊(见 DIN 403), 第二个字母(A,B,G 和 K)表示基本类型,第三个字母(A‐与轴平行,L‐左滚花,R‐右滚花,E‐凸起,V‐缩进)表示槽的方向和形状。
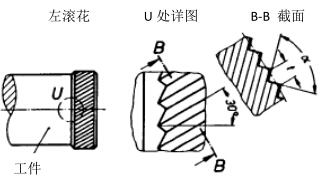
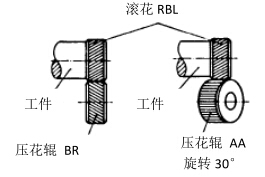
BR, BL,GE 和 GV 的旋转角度(β)为固定的标准值 30°且作为省缺标注(即β=30°的时候不标注),但是若有需要,旋转角可为45°或其它角度值,这种特殊情况需要名称中说明,如:
描述示例:左斜滚花(RBL),齿距t=1.2mm(12),旋转角β=45°
标注示例:RBL12*45°
齿形角通常为α=90°, 但是,若有需要,滚花齿距角或为α=105°或其它角度值,这种特殊情况必须在名称中标注,如上2.1中的示例。
![]() 注意旋转角β与齿形角α不是同一概念,标注方式的区别为:
注意旋转角β与齿形角α不是同一概念,标注方式的区别为:
RBL08*45°代表β=45°(α为默认值,即α=90°)
RBL08-45代表α=45°(β为默认值,即β=30°)
RBL08*45°-105代表旋转角β=45°,齿形角α=105°
齿距 t=2mm 已停止使用,因为实践中很少使用该数据。类似的情况,没有尝试使齿距与工件直径相关联,之前的建议也未被证明适用于所有应用范围,因此实践采用的建议有限。
计算工件初始直径的公式已给出,该直径取决于滚花类型和成品滚花外径(相当于公称直径)。不考虑材料特殊特性,
由此公式得到的结果仅作为参考值。
为方便按 DIN 403 要求选择压花辊,已指出适合所有类型滚花的制造方法
4,一些示例:
RAA10:
RAA16

RAA10:

RAA06和RGE08(注意这是凸起的钻石纹):


头部RAA06和杆部RGV06(注意这是尖端缩进的钻石纹):

RBR12和RBL12:

RAA1.0:
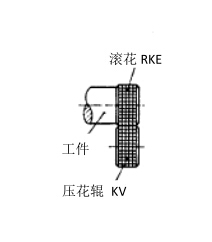
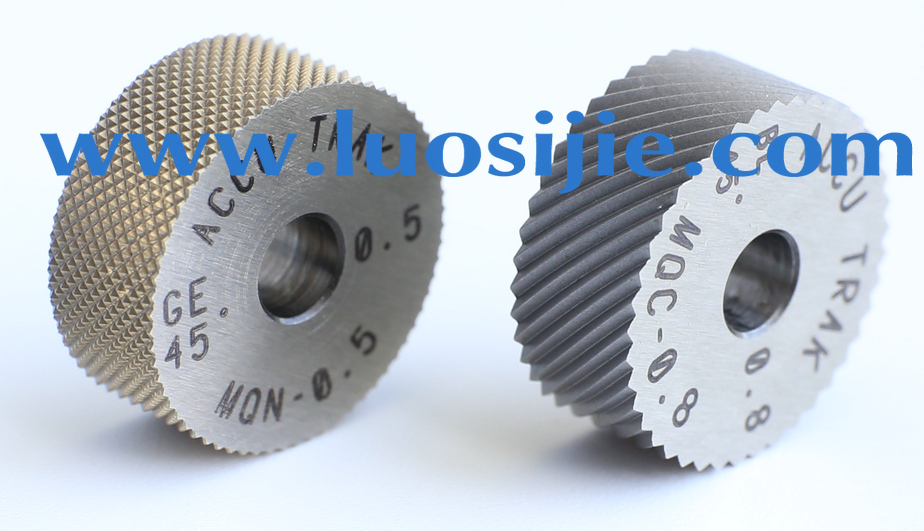
 这是一组压花轮:
这是一组压花轮:
压花轮固定于刀架:

而压花刀架安装于加工设备:
而较大零件则用滚牙机+滚牙轮(滚花轮)较多,见如下视频:
拓展阅读:GB6403.3-2008中国滚花标准
涨姿势了~~
别闹
这么多道道
这个可以顶,很详细
非常详细,有一点疑问,英文标准规定的齿距怎么没有0.3呢,到底可不可以用?
DIN82原版的确没有0.3这个规格,但目前市场上能买到德国产的0.3压花轮,即标准滞后于市场。毕竟这个版本是1973年发布的,而那一年郭德纲才刚刚出生。
德国ZEUS有齿间距0.3,齿夹角90的轮子
是的。
写的很清楚,受教了
滚花中模数是什么意思
模数常见于齿轮的概念参数。
DIN82标准中没有引入模数这一概念,但是中国标准有模数这一参数,详见GB6403.3标准,简单说就是:
模数=直径/齿数
或者:
模数*3.14=齿距
可见,外径不变的情况下,模数越大,齿距越大
齿高,也就是齿深怎么算?
可以转化为齿间距
国标模数是整数, DIN82 节距是整数 这两种是不是有区别呀
RAA06和GEV06(注意这是缩进的钻石纹)
这个是标注错了吗?是GE还是GV?
附件:
这个齿参数是多少?
附件: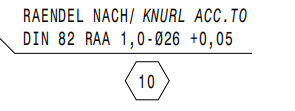
@娃哈哈 你好。这个写的很清楚啊,RAA直齿滚花 齿距1.0。26应该是外径。
明白了,ths!
请问RKV05-90 DIN82这是什么样的花纹呢
匿名 你好。上文的表中已经描述的很清楚了。
RKV05-90 DIN82:
RKV:尖端缩进的交叉滚花
05:齿距0.5mm
90:齿形角90度
DIN82:标准号
图纸只标了 DIN 82-RAA, 没有标齿距 , 请问怎么选滚刀,工件外径16mm
@匿名 你好。这个问题应该问图纸的审批人呀
90度
你好,压花外径6.2,压左右斜花16齿,用多大的压花轮
DIN 82-RKE 1.2滚齿深度是多少啊?
@匿名 你好。理论齿深:sin45*1.2=0.707*1.2=0.85mm。实际生产中考虑到压花轮R角,实测0.65~0.85为正常值。
您好,客户图纸注明:KUNRL 08DIN82,这属网纹花还是直纹花,谢谢
@老饶你好。这个描述缺少参数。比如 RAA 08 DIN82。“RAA”指花纹类型。
RRA12是多大的花纹
@匿名 你好。直纹 t=1.2mm
KNURLED RAA 0.15 90° din82
什么意思?
@匿名 你好。RAA:直纹滚花;0.15:齿距t=0.15mmm; 90度:齿形角a=90度
谢谢
28 TEETH-KNURL PER DIN 82
請問是一圈28齒的意思嗎?
還是1in29齒呢?
附件: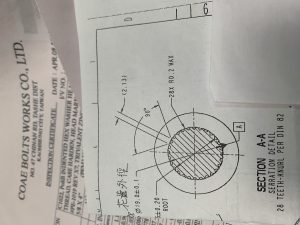
@匿名 你好。图中已经写的很清楚了:一圈28个齿。
你好,请问RKE 1.2 DIN82这种滚花可以用晒纹方式做吗?深度是多少呢
您好。您说的塑胶件吗?注塑件上的花纹一般是通过模具上纹路形成的。具体需要咨询注塑模方面的工程师。本文讨论的金属加工层面的花纹。
如果仅仅问PKE 1.2 DIN82的话,它的深度理论上是0.6
老师,请假一下,DIN 82 RAA1.0 滚前直径20.35-0.1,滚后直径20.7-0.3,计算的理论齿数是多少?有的公司要求是64齿,有的公司要求65齿,滚花轮怎么选择?滚前的工艺直径的精确值分别是多少?
您好。
因为DIN82 RAA中的T指的是牙尖与牙尖之间的距离,而测量牙尖即代表是滚花后。故理论上是65齿。
滚花轮怎么选?压花轮为RAA 1.0
DIN82标准中有给出a=105时的RAA初始直径参考,即:初始直径d2≈滚花直径d1-0.5t,但这不是精确的。需实际生产中调试至最合适的状态。
你好,DIN 82-RGE 0.8,应该做多大角度的?30°吗?谢谢
@匿名 你好。按DIN82标准的话,齿形角a=90°或105°,旋转角=60°
你好国标6403标准适用于圆柱头螺钉上的滚花吗?
不适合。圆柱头螺钉上的滚花是不连续的,那不能算是严格意义上的齿纹。
您好,Rändelung DIN 82-RGE 1,6 这个可以用三轮滚花机滚吗? 这个滚花底径是多少?
@匿名 你好。三轮滚花机、三轮滚牙机,当然是可以的。(滚花后的直径要求是多少?)