电镀的产品盐雾测试中为什么出现黑点(黑斑)?
电镀蓝锌、白锌、彩锌、或其它电镀层的工件或螺丝在中性盐雾测试的时候,一般用户图纸会要求多少小时不出现白锈和红锈,如48小时无白锈72小时无红锈。出现白锈表示电镀层(锌层等)已氧化——氧化锌是白色粉状,而出现红锈则意味着素材本身已开始氧化——氧化铁大家都见过,褐红色。
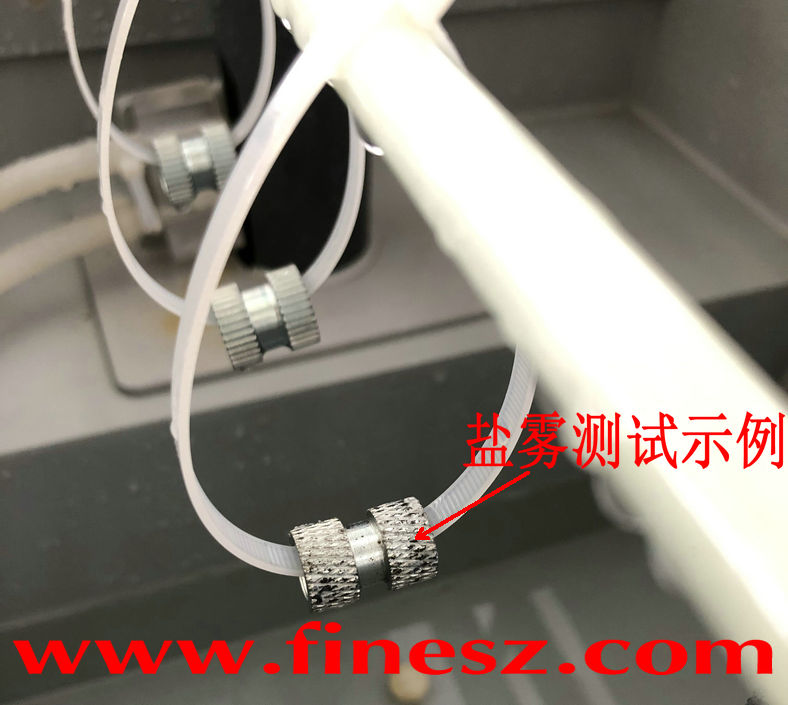
事实上,很多时候我们在盐雾测试中发现,还没等白锈现出现之前,却出现了黑点或黑斑,这TM就有点尴尬了 ,如下图所示:
,如下图所示:

- 原因
造成这种黑点原因是:电镀层表面的杂质氧化了,它不是锌层氧化,更不是素材氧化,而是镀层中的杂质氧化的结果。
那么镀层中的杂质是怎么来的呢?主要来自电镀槽里的电镀液(电解液),电镀液含有金属离子、电解质及其它添加剂,本不应有杂质,但由于镀槽反复的使用,被镀工件表面的杂屑、掉落的金属、甚至未洗干净的油污残留在镀槽中,如不及时清理或更换电镀液,杂质就随着镀层离子还原在工件表面,这种杂质的累积不是从质变到量变的突变,而是慢慢增加的过程,换言之,每批电镀的产品杂质或多或少都有只是程度不一样,体现在盐雾测试中的黑点也不一样,有的肉眼看不见被视为无黑点,而有的则如上图很明显。
这种黑点目前到底是什么组织,它的成份分子式是什么,也很难判定,电镀液中的杂质有很多种,到底是哪种成分在盐雾中氧化成黑点,好像也没有权威的解释,就统称为杂质吧。
有趣的是,电镀厂商、电镀供应商有时会解释为“电流过高导致出现黑点”,电流过高或许会出现黑点,但电镀厂商完全没有必要故意调高电流。故这种解释或许是一种“善意的搪塞”,不必过于较真。
- 解决方案
如何避免电镀液中杂质过多呢?就是要及时清理电镀槽、更换电镀液,以及镀前充分的清洗工件避免油污杂屑。而频繁的更换电镀液必导至成本上升,电镀厂(不敢说全部,大部分吧)通常会等杂质差不多了才更换。所以也出现一种现像,我们电镀的产品有的批次测试下来很好无黑点,有的批次又有黑点,显然这与电镀厂更换电镀液的时机有关系,刚换的电镀液出来的品无黑点,而杂质过多的电镀槽出来的产品自然就有黑点了。
到这又上升到市场问题了,作为金属零部件生产商如我司,电镀基本是外协给电镀厂商,如果要求“我司的产品要求更换电镀液”对于电镀厂商而言面临操作上的困惑,必竟更换一次电镀液是一项较大的工作,更不更换、何时更换是电镀厂内部总体凭估决定的事。
- 盐雾测试中的黑点是否意味着在大气环境中也有存在防锈性能差?
我本人并未做过大面积的观察记录,只是出于工作需要做了一些跟踪。从有限的经验来看,在盐雾测试中出现黑点的工件,与那些没有出现黑点的工件相比,在日常使用中并没有显明的提前生锈的迹象。可能的原因是:杂质仅是镀层中的微量成分,不影响镀层对工件素材的保护。
这一结论仅针对的是出现黑点的工件,而如果在测试中出现大面积的黑斑的情况,从保险的角度出发,还是建议返镀。
- 作为用户该如何评判黑点?
用户作为来料检测发现黑点,该如何判断呢?
这没有一个统一的标准,有的企业认为这种情况正常,不是很严重的黑点就判合格了,甚至有的企业不考量黑点。而有的企业不接受黑点。
而作为我个人结合行业实际情况出发,给出的建议是:黑点没有形成片(即黑斑),且缺陷所占总面积比例不超过2.5%,建议判合格。当然,这里所说的缺陷仅指的是本文中提出来的黑点(黑斑),而白锈红锈该怎么考量还是怎么考量。
分析很透彻,赞。
你们公司有做螺丝盐雾吗?红锈正常可以刮掉吗?
@匿名 你好。我们公司偶尔会做螺丝盐雾测试,不过仅是争对内部产品。
关于你提及的“刮掉红锈”,产品生锈了把它刮掉或擦掉这不是掩耳盗铃吗?擦干净了还是会马上生锈的,我个人感觉这个动作没有意义啊——虽然是可以通过一些药水将锈迹暂时擦掉。
黑色斑、点通常为钝化膜中的铬腐蚀生成物,铬锈。并非电镀层中的杂质。电镀锌工件做盐雾试验,钝化膜先腐蚀,锌层次之,基材最后腐蚀。
谢谢你的指正。你的观点看上去很专业。
本人下次带着这个观点与电镀专业人士探讨探讨。
那黑锈到底是铬锈还是杂质反应 正常电镀锌为什么会有铬?
电镀锌最后一道工艺钝化含铬,钝化液的成分为铬酸硝酸硫酸
可是我们验证过不过钝化,表面还是会有黑色腐蚀。
@金木水火土 你好。观点很刁钻啊。
不做钝化膜测试还是有黑点,证明黑点与钝化膜无关?逻辑上好象只能证明单纯电镀锌在盐雾测试中也会发生黑点现象。
由于本文时间久远没有更新,到目前为止我个人对于黑点观点更新为:
1,杂质过多。杂质不仅指的是电镀槽中的杂质(也就是你说不钝化也有黑点)、也指浸泡于钝化液中的杂质(钝化后仍然有黑点)。
2,钝化(时间、程度)不够充分彻底或其它形式的钝化异常。
3,反复周转或在(光选用的)振动盘中反复振动中引起的碰伤或表面附着物(常见于同一批次测试中大部分抽样OK而偶见个别黑点)。
你好方便留个电话哈
可以交流下吗?刚好碰到类似问题。13595070642我的电话。
那请问一下 表面黑斑怎么解决 呢
学到了,谢谢!
请教大神,图片中的盐雾测试后出现黑斑,该电镀结果可视为合格吗?
附件:
@匿名 你好。这位朋友,我并不是电镀方面的专业人士,不好下结论。但站在一个相关人员的角度看,这明显不合格啊。另外,该蚀点不均匀有点不寻常,置放盐雾箱时该蚀点是否正好是接触点,如果是,建议用尼龙扎吊起再测试一次。
谢谢!
请教各位大神,这种盐雾生锈是哪里原因引起,我们是镀的镍铜镍的产品。
附件:
@JONE 大哥,这个问题真回答不了哦。建议还是问问贵司的电镀外协厂分析一下原因。
大神,像这种花齿出现黑点是因为积水原因还是有杂质的原因呢?
附件:
@匿名 你好。很抱歉我也看不出来哦。
这个是几级盐雾不合格,没出现红绣
附件:
@匿名 你好。图片目测 2/5xA. 参考标准GBT6461
我们尝试过换新的电镀槽,换钝化液也还是会出现黑点怎么破,甚至没过光学测试盐雾
我也不知道哦,我对电镀也是一知半解
我们要求是无白色腐蚀生成物或红锈,像这个情况的黑斑生成是属于镀层氧化,还是算不合格属于白色腐蚀生成物啊
附件:
你好。
从个人主观经验评价,这肯定是不合格了。
黑斑理论上属于镀层氧化。
这种现象是属于什么啊
附件:
这种表面黑斑是什么引起的
附件: