留言本——咨询或留言 发表于: 2015年8月28日 2019年6月12日 分类: 咨询 这是一个留言版块,提供简易互动与咨询。 非重要非紧急事务,无需注册可以提交咨询、留言与疑问。 文章导航 前一页 上一篇: 关于压铆螺柱M3规格带不带3.5前缀的问题后一页 下一篇: 多么痛的领悟——CLS不锈钢压铆螺母不能压不锈钢板哦! 534,375 次浏览
带花齿的涨铆螺母的花齿 会像压铆螺母的花齿一样比板材硬度高 把花齿挤压嵌入板材里 还是只是起到简单防滑的作用,带花齿涨铆螺母是不是就等于 压铆螺母的顶部又加了一个涨铆 如果带花齿的涨铆螺母的花齿嵌入板材的强度不如压铆螺母的花齿嵌入板材的强度大,那抗扭力是压铆螺母的百分之多少 回复
这位朋友,用锤子锤就是你的不对了。 不能因为绝缘板材料软就好欺负,事实上,这种情况你应该使用”手臂冲床”进行压铆。手臂冲床可以调节好固定的行程,将螺柱(或螺母)与绝缘板压平且没有凸出(或间隙)即可。压铆的时候,绝缘板平置在手臂床的工作台,冲床压头是平整的,即可保证螺柱(或螺母)与绝缘板的平行。手臂冲床长的是这样的:一般1吨位的手臂冲床单价约800元左右非常便宜正好适合你。 回复
对于压铆螺母而言,不同板厚理应对应“不同规格的压铆螺母“,这正是有所谓M3-0 M3-1 M3-2这种分类的原因,那它们的安装力是不一样的,具体安装力详见这个图但既然你说不同的板厚对应“相同的压铆件”,我估计你是安装FH类压铆螺钉或SO类六角压铆螺柱或其它压铆件、或干脆就是想用一种规格的压铆螺母来压不同的板厚,如果是这种情况,那安装力是一样的。 回复
M3-0的“A”尺寸为0.76mm,铆接板的厚度>0.8mm比较合适;M3-1的“A”尺寸为0.97mm,铆接板的厚度>1.0mm比较合适;M3-2的“A”尺寸为1.37mm,铆接板的厚度>1.4mm比较合适;当然,如果你要问1.5MM的板使用M3-0或M3-1的压铆螺母可不可以,用是可以用,只是M3-2更合适一点。详见: 回复
“大致的“价格及MOQ请参考: http://www.luosijie.com/list.html?cat_id=41 和 http://www.luosijie.com/list.html?cat_id=40 回复
您好,请问压铆螺母的扭矩标准是怎样的,我们公司M5压铆螺母的扭矩要求11.8Nm以上,合理吗?另外压铆螺母上的牙数是怎样设计的?M5压铆螺母的总厚度是3mm,螺纹就是3圈多一点,螺钉和螺母啮合的圈数对连接的强度和防松有影响吗,谢谢! 回复
你好,根据你描述的“M5压铆螺母的总厚度是3mm”,我推测你采用的是M5-1的压铆螺母,即你的板厚为1.0MM,这种情况下扭扭矩是达不到11.8N.m的。 M5-3的碳钢压铆螺母可以达到11.8N.m(条件是的冷轧板厚度2.3MM以上)。 M5-1的螺母有效螺纹圈数3圈多一点是正常的,你说的“螺钉和螺母啮合的圈数对连接的强度和防松有影响吗”,影响虽然是有的,但这种情况下一般是螺钉与螺母的破坏扭矩>螺母与板材的破坏扭矩,你要优先考虑的是螺母从板材上脱落的风险。 回复
您好,我用的是M5-1的压铆螺母,板厚1mm,是纯铜板,我前段时间做了一些样品,用的是非标的螺母,E=7.5mm。测了扭矩,当孔中心距折弯边的距离大于4.85mm时,扭矩能达到11.8Nm。但是我现在还有两个疑问:一个是我们客户安装时的最大扭矩是4.5Nm,那我们这个压铆螺母要保证的最小扭矩是多少呢?另外压铆螺母规格书上的尺寸是不全的,比如压铆螺母上的齿的尺寸和数量就没有,压铆后的强度应该与齿的尺寸和数量也有关系吧,是怎样定的呢? 回复
你好,想咨询一个问题,最近公司在评估一款新的电子产品,背盖是铝材质1.5mm厚需要四个螺纹M4或M5的螺丝孔,这种业内常规是有标准件一个板子上四个螺丝孔再装配到背盖上。我想能不能把螺母直接压卯在背盖上,这样的强度是否合适,从外面看螺丝孔是否好看。 回复
@匿名 你好。在铝板(你称之为背盖)设计出螺纹孔(螺丝孔)有多种方案,既然你在本网站提问,而且你提到“业内常规是有标准件一个板子上四个螺丝孔再装配到背盖上”,我估计你说的是采用压铆螺母直接压在铝板上,从而形成四个内螺纹孔,这种方案是可行的,也是钣金业的常用解决方案之一。安装方法详见:压铆螺母的安装方法。 这种方案的强度是否合适?————如果采用M4的压铆螺母,安装后的推出力470N,扭出力2.6牛*米(1.5MM厚的5052铝板为例),如果采用M5的压铆螺母,推出力480N扭出力3.6牛*米。详见:压铆螺母安装后的性能。 从外面看螺丝孔是否好看?————安装后的示例:不锈钢压铆螺母压在铝板上,以及镀锌的压铆螺母压在铝板上,你参考一下。 回复
@匿名你好。 GB809型螺母是通过模具注塑成型的,该类型的螺母对塑胶件尺寸(你说的“螺丝柱”)没有具体要求,只要你能正常注胶成型即可。安装工艺图可见其原理: 我估计你是不是想问热熔螺母对塑胶孔的要求,即如下工艺的螺母: 如果是的话,塑胶孔径4.0(而如果你希望螺母外径5.0的话,孔径相应为4.5),孔深9.0,单边壁厚预留最小1.6mm,详情请参考热熔螺母。其中有不同规格的热熔螺母对于塑胶孔的要求标准。 回复
@匿名 你好。您询问的M10*1.0(细牙)不锈钢预埋螺母我司没有现货,这种类型的(螺母尤其还是非标的)都是跟据用户的订单安排生产的。 预埋螺母的种类较多且没有统一标准,如需询价、打样、或生产、建议出提供更详细的信息,如图纸或实物等 回复
@匿名 你好。正常情况下所有松不脱螺钉安装后都应是“紧固”且“不会轻易掉落”的——即满足该款螺钉所对应的扭力值和推力值。而你问的是螺钉的选型问题,选择不同的螺钉型号不应成为“不紧固,易脱落“的理由,建议你先找找具体的脱落原因。 导致松不脱螺钉安装后发生“不牢、易脱落”现象的原因有多种可能性:如螺钉制作的尺寸不到位、螺钉硬度不够、与安装板材的硬度不匹配、安装方式不正确、安装工具不合适(冲床安装什么的)、安装参考设置不合理,设计问题等等,建议从这些方面找找原因。 事实上,这种情况没有看到现场或视频也只能能瞎猜猜。由于你没有留邮件,不能进一步沟通,如果你看到本留言,不防进一步与我联系(手机18912771062 微信同)。 回复
@匿名 你好。很欣慰您观察的这么仔细。 你说的应该是3.5M3与M4这两个规格吧(M5与M4一样,就当同一规格)。 BDSO-3.5M3的开孔径(6.2)大于BSO-3.5M3的开孔径(5.4),BDSO的头径H(7.2)大于BSO的头径对边H(6.35),所在BDSO的边距(7.0)大于BSO边距(6.8)这是合理的。 而BDSO-M4的边距8.2大于BSO-M4的边距(8.0),纯粹是因为BDSO-M4的头径H为8.2而BSO-M4头径对径H值为8.0,这是典型的工程师刻板,就是说他不写8.2心里会很难受,事实上BSO-M4的对角(9.2)远大BDSO-M4头径,所以此处参数是应该重新凭估。 谢谢你的指正。 回复
不为别的,找厂家做个箱子,厂家跟我说了一个压铆螺母什么,搜索压铆螺母是什么东西的时候,偶然翻到贵司网站,看到那篇关于压铆螺母的介绍和讨论帖子。堪称神贴。不知道楼主哪儿来的那么多动画图片和视频。真的是深入浅出,严谨全面的解释和回答了很多匿名路人的问题。又翻看了其他的技术文章和答疑,感觉到贵司是一个踏实做事,认真负责的公司。 虽然您的产品我用到,但是愿意想身边以后用到的人推荐贵司。 祝愿贵司生意兴隆,坚守初心,和中国制造行业一起蓬勃发展,大展宏图。 回复
一款冷压螺母的治具,帮忙评估一下可行性,塑胶件里面冷压4个螺母,附件里面附螺母款式还有产品。包括压入治具,压入治具驱动力由伺服电缸控制,人把产品定位放好,然后预压进螺母(六角边估计对正很难,上面压下来先有个预压,然后在对孔压入,一个螺母理论上压入力为20n,伺服电缸900n) 附件: -2.zip 回复
@匿名 你好。 看了您的治具与安装设计图,非常专业,想必是花了很多精力与优化。 由于缺乏整个过程的参与,仅凭看一眼设计图我也很难凭估其可行性,何况我也不是一个专业的塑胶or自动化行业从业者,但凭仅有的认知,这个设计至少看去没什么问题。 螺母的六角端面直接压入塑料留孔内确实存在不好定位,以及发生偏移、歪斜的的风险,倒是建议螺母的六角端加一个1~2mm左右宽的圆柱(即”定位柱”),压入前将“定位柱”预置入孔内,起到定位作用。而或许你将螺母设计无”定位柱”的目的是出于成本考虑——无定位柱可以冷墩成型——从而降纸成本,如果是这样的话倒也可以理解。 压力20N应该是远不够的,想必在试制过程你肯定能找到最适合的参数。 回复
您好,请教一下关于涨铆螺母抗扭问题,M6带滚花的涨铆螺母的抗扭力一般能达到多少呢,铆接后滚花会嵌到板材里吗? 另,不知道您是否愿意出来做推荐技术交流呢,我这边是福建的一家汽车零部件公司 主要做一些行李架 导轨 等 用到拉铆 压铆 涨铆螺母等紧固。 回复
@匿名 您好。很遗憾我也没有涨铆螺母铆接于不同材质、板厚的扭力参考值。铆接后滚花部位在板孔周边留有明显压痕,但谈不上嵌入,原因是1涨铆螺母的滚花很浅2没硬度。 感谢您的抬爱,技术方面我们随时可以探讨(手机18912771062),但恐怕我不方便出差到福建。 回复
@匿名 你好。该处的非冷墩指的是车削工艺。事实上这里的材质描述也不是很严谨,车削工艺用的是1215材料。由于压铆螺柱我们目前有两种工艺,常用规格尽量(且基本已)冷墩化,冷门规格或非标规格由于模具原因或需求量不足等原因仍然采用车削工艺。螺丝街的产品信息可能会滞后,具体产品信息请以咨询我司业务为谁。 冷墩或车削螺柱的形状、扭出力、拔出力差异其实是有一点,但差异不大,几乎可以忽略不计。成本上冷墩要低一点。 回复
@匿名 你好。请问是什么塑料?什么类型的螺母?如果塑料以最常用的ABS为参考,螺母也是最常用的,请参考双斜花热熔螺母(链接中没有M2的数据,M2*∮3.7*4 拉出力250N 扭出力0.45NM) 回复
@匿名 你好。压铆、涨铆、拉铆、各种铆钉、(无紧固件)自铆、以及你提及的冲铆….本质上都是挤压变形铆接。可能因为叫法的不同,我不清楚你说的自冲铆具体是哪种螺母,个人猜测可能指的是应用于汽车结构件的类似于常用压铆螺母但花齿不一样的螺母,一般是主机厂自行设计或选型,目前没有形成紧固件行业标准,对于我们而言就是非标的意思。 回复
@小吴 你好。 安装力:安装过程中,压铆机设置的压力参数。一般压铆机设置参数都含有最大压力、最大行程、喉深、铆接范围…等参数,这里的“最大压力”参数即安装力,比如某品牌压铆机最大压力为8吨,安装M6的螺母于冷板,压力设定为3KN左右即可。 扭力出:螺母安装好之后检测螺母从板孔中脱出的最大扭力。采用扭力扳手从薄板端拖加扭力,直到螺母脱落,最大的扭力读数即扭出力。 拉出力:采用推拉力机将压铆螺钉从螺纹露出端拉出,直至螺钉头部穿过板孔或头部断裂的最大力。 推出力:同上,螺钉或螺母从板孔脱落,推出方向非穿过板孔。 回复
万工,你好,手误,补充下上条图片想问的内容,蓝色段可以做成一个圆柱面吗,客户端觉得螺纹定位不准,想在用这个蓝色段做成定位,可以的话,这个蓝色段最小能做厂内,客户那边想做成0.6mm左右,不知道是否可行 回复
@徐同学 你好。按照一般标准件的搞法,不能做成规则的台阶。蓝色段(我们称为第一牙)实际上是在搓牙的过程中,在牙板上方加了一对刀片,搓牙的同时刀片挤出凹槽并带出第一牙。也就是说第一牙及凹槽是搓出来的,搓出来的就没那么精准。当然了,如果当非标开发没什么不可能,无非成本与需求量的问题。 回复
@匿名 你好。 你问的是棒材还是板材? 如果是棒材,在JIS H3250第8页中只规定了C3604的硬度为HV80以上。 如果是板材,在GB/T2040第4页中规定H59-1(接近C3604)的硬度状态有4种:热轧(M20)、软化退火(O02)、1/2硬(H02)、硬(H04),老版本的标准描述为R、M、Y2、Y,是一个意思。 回复
@匿名 你好。不好意思我们没有相关产品信息。 GN来自华为设计的一款压铆螺母。所谓正压铆反压铆指的是这个意思:反向压铆,图中将反向压铆标识为错误的压铆方式,是因为上下模不能束平薄板,压完后有脱落或板翘起的风险。华为方案初忠是把螺母的外圆做的很大,螺母本身充当的“束平薄板”的作用,以实现反向压铆。这个方案极具理想主义,但实用性不强,现实中并不能提高安装效率且成本居高。 回复
@匿名 你好。嵌件包胶的原因很多啊,温度压力模具设计都有可能,注塑工艺方面的原因你们更专业,我仅从图片中分析下铜螺母可能存在的问题: 1,从图片看铜螺母端面似乎麻麻点点的,这可能意味该螺母切断面不平整,从而可有能导致铜螺母端面与模具面不能紧密贴合从而产生包胶。(与模具接触的那个)切断面保持平整是嵌件基本要求。 2,该麻点让我怀疑铜螺母经过长时间的振动研磨或过高强度的研磨,不仅将端面磨麻了,而且将切断面的外圆直角处磨出R角。R角不能与模具完美贴合,而形成包胶。 3,从图片看螺母内孔似乎有严重溢胶,这是否意味着铜螺母的孔径与模具PIN针的配合公差并没有进行严格控管,导致铜螺母孔与PIN针的间隙过大,间隙过大不仅导致孔内溢胶,还会导致注塑过程中嵌件发生晃动,熔融料流入贴合面形成包胶。 4,你说的花齿不规则,图片中看不太清楚。轻微的不规则不会导致包胶,严重的不规则就不好说了。 回复
在铝型材之间连接的时候,或者是用螺栓与螺母,或者是在铝型材上攻丝用螺钉。请问应该用什么强度等级的螺栓与螺钉?我看买型材的时候商家一般给配的是8.8级。为什么不配12.9级的呢,是考虑会把铝型材压坏或者拧滑丝吗?还是因为考虑价格高一点,所以才没有配12.9级的螺栓? 回复
如图这样的铝合金材料,具体材料是铝6063-T5,抗拉强度:σb189Mpa;屈服强度:σ0.2147Mpa;伸长率:δ510%;硬度:HB60。 我在贵网站的螺栓建议扭力研究部分看到8.8级M8螺栓建议安装扭力21NM,12.9级M8螺栓安装扭力28NM,M10螺栓安装扭力58NM。对铝型材来说用的比较多的就是M6\8\10三种螺栓和螺母。 请问这样的安装扭力会不会造成材料压坏或者滑丝?(我是个人家用,所以也没有实验条件,没法去验证,只能找螺栓专业厂家咨询了) 附件: 回复
请问有没有不锈钢(201、304、316)螺栓与镀镍、镀锌、碳钢等螺栓的强度对比? 我只知道304不怕水、316不怕酸碱;碳钢的螺栓有强度等级,不锈钢的螺栓好像都不标强度。这样如果需要在潮湿或者酸碱环境用了不锈钢螺栓,却又不知道怎么去对应8.8级,12.9级的扭矩这些了。 回复
@planningall 你好。你的问题的答案在这两个标准里(201除外)GB3098.1(碳钢螺栓性能等) GB3098.6(不锈钢螺丝性能等)。如果PDF文档看的累,请参考:不锈钢螺丝性能,碳钢螺丝部分性能 回复
@planningall 你好。 注塑螺母置入模具合模后开始注胶,有某些情况下(如注胶压力较大、螺母与顶针的间隙配合较大、胶水的流动性较大…等),胶水会溢到螺母的内螺纹孔中,这种情况下采用盲孔的可以避免溢胶,所在盲孔注塑螺母较为常用。 热熔螺母热压到成品塑料件的预留孔中,塑胶孔周壁只是受热软化,并没有像注塑模内的胶水那么具有流动性,况且塑胶件预留孔的深度一般会比螺母要长那么一点,比如长1mm,这1mm的区间用来容纳底部的少量溢胶,故不存在溢胶到螺母内孔的风险。所以盲孔热熔螺母较不常用。所以一般都是定制。 回复
非常感谢博主细致的回复。 还想继续问一个关于热熔铜螺母的问题:比如土八字形状的,小头(压入端)的外径7.1mm,大头(带螺纹部分)的外径8mm,这时候预留孔的直径是做到7.1mm吗?也就是让小头刚刚好插入。 另外,贵站的购物系统都是一万颗起订,真的是太多了,实在是不能一下就买一万颗。能不能改成100颗或者更少起订啊?单价贵一些也可以。 回复
@planningall 您好。 1,预留孔径一般比小头外径大0.05-0.1mm左右,以利于螺母轻松放入预留孔,以及定位功能。 2,遗憾我们没有零售业务,如确实需求量比较少,可线下协商双合适的采购方案。有些时候我们是跟据订单生产的,100颗或几百颗这确实不好排产请理解。 回复
非常理解,你们工厂是根据订单排产的。 其实你们厂如果有兴趣,可以安排一个人搞一搞1688或者淘宝店,一个人就够了。我看1688或者淘宝上有很多工厂店,只是那些店的螺栓螺母型号没有你们展示出来的齐全。 回复
各种螺母总结分类的真好,预祝贵企越办越好。另外,我们院再尝试寻求“【Crofer 22 APU】DIN/EN德标牌号1.4760 X1CrTiLa22,UNS S44535. 板材执行不锈钢ASTM A240标准”钢材的替代品或相近的高温不锈钢,网络检索到贵网站,查阅了些资料未能找到,如果您无意考到此留言 并恰好顺手,劳烦您告知一二,祝好。[——20240930] 回复
你好。 1,SO SOO都是通孔的。 2,SOO:无论螺柱多长都是全螺纹,比如SOO M3-40也是全螺纹的,这很好理解。但这有个问题,40长的全螺纹螺柱在安装螺钉时,工人安装螺丝要耗很长时间。所以较少有类似SOO M3-40这种规格。 3,SO的意义:当螺柱总长超过一定值(比如10mm),则做成半螺纹,靠近六角端有螺纹而圆柱端是个大孔没有螺纹。这样方便在安装螺钉时直接将螺钉伸到接近六角端的螺纹处开始拧螺丝,换言之,提高了效率。 回复
有个问题请教下:1mm薄钢板通孔压铆螺母柱/螺钉,常常会出现因为板薄的原因,导致压铆件微微突出板面,在后续表面喷涂环节,即使进行刮腻子打磨等预处理依然无法消除压铆印记。针对这个问题,能否可以采用预制沉孔的方式(例如BSO-M3压铆螺母柱,预制沉孔0.5X120°),给压铆件尾部法兰提供容纳空间的同时减缓板件的应力变形。不知道这种方法在原理上是否可行?对压铆件强度的影响有多大? 回复
1mm薄板压铆件喷漆后的压铆印记有可靠的方法能够去除吗?我们验证下来,铝板或者厚板,压铆后压铆件的尾部法兰能够可靠的与板面平齐或低于板面,在刮腻子打磨后,喷漆基本可以做到无痕,但是对于1mm的钢板,似乎这个是个很难解决的难题。 回复
Guten Tag, der Einzelpreis von DIN16903-B M4x0,7 beträgt 0,08 Yuan pro Stück, was ungefähr 0,011 US-Dollar pro Stück entspricht. Das Material ist Messing C3604. 回复
貴司的網站產品介紹及經驗分享都很專業,無私大愛,作為一個苦逼的結構設計來說在貴司的網站可以學習到很多,建議針對貴司的產品增加3D下載模塊,這樣可以方便用戶直接設計選型調用、購買,類似 MISUMI、 3DSource 這種。 回复
您好,我在找标准的时候发现贵司,有个疑问,国标GB/T845的自攻螺钉都是ST2.2,ST2.9,ST3.5,ST4.2这种,但是淘宝里面很多商家都出售M3,M4的自攻螺钉(非三角牙),请问他们是用的什么标准?(很多商家声称用的GB/T845) 附件: 回复
你好。这个问题可能你问淘宝卖家更合适一点,但既然你留言了,我就回复一下,但这仅代表我个人猜测并不代表淘宝卖家的观点,更何况淘宝不止一个卖家: 这可能是淘宝卖家为了适合为数众多的非专业用户如家庭维修、 个人电器维护、DIY爱好…等需求场景进化而来的一种策略。本质上仍然是ST2.2(所谓的M2)、 ST2.6(所谓的M2.5)、 ST2.9(所谓的M3)、ST3.5(所谓的M3.5)、ST4.2(所谓的M4) ST4.8(所谓的M5)、ST5.5(所谓的M5.5) ST6.3(所谓的M6)…… 作为工业级别的生产与使用者,应按国标即ST2.9进行描述,以免造成歧义。 回复
你好。板厚3mm 4mm 5mm……都需要开个45度的倒角至孔厚1mm(B=1mm),如下图所示: 如果板非常厚,倒角后外切圆过大与其它结构有干涉或你觉得不好看的话,可将倒角适当做小且倒角上方做成圆孔。即: 上方大孔(避免干涉)+ 中间倒角(承载翻边)+ 下方小孔B(负载) 回复
我们目前使用一款空心螺栓,M22*1,内空心18mm,杆部直径22.5mm,使用预紧力+角度拧紧时候,最终拧紧扭矩波动很大,约在150Nm~240Nm,拧紧曲线也不平滑,见附件。螺纹部分的尺寸测量合格,螺纹粗糙度Rz0.4,螺栓头部粗糙度Rz10以内,造成这个扭矩波动的原因可能是哪些方面? 附件: 回复
M22X1内孔18的空心螺栓其受力横截受力面积约为95mm.mm,这正好相当于一个M12X1的实心螺栓的截受力面积。 理论上这两种规格的螺栓的扭矩转角拧紧测试中的表现结果一样的,但实际上是完全不一样的。空心螺栓的失效扭矩可能远低于同等截面积的实心螺栓且波动范围大重复性差。 原因是空心螺栓因为薄壁结构在扭矩+拉伸复合作用下发生了结构失稳(可以理解薄壁被压瘪了)。微小几何缺陷及测试参数波动又会加剧和放大失稳效应。 你提供的曲线形状图、离散度等特点,符合空心、薄壁螺栓失稳的特征。 关于薄壁结构在应力下失稳的原理,是一个很大的课题,我也是一知半解,你可自行网上查一下。 回复
你好。这涉及到多种因素:切削丝攻还是挤压丝攻、什么品牌的丝攻、在自动车上攻牙还是专业攻牙机上攻牙、螺纹深度长还是短……这一说就有点打太极了,我就直接以最常见的那种加工场景来举例说明,所谓最常见的加工场景指的是: 1,一支OSG或TOSG品牌的镀钛挤压丝攻,规格为标准6-32,不加大。 2,在自动车上直接攻牙(这意味着丝攻前端的两颗导程牙要事先磨掉,这在一定程度上减少了寿命) 3,螺纹有效深度不长也不短,就当它6mm 那么这支丝攻正常情况下将可生产1-2万个螺纹通止规合格的产品,前1万支产品的螺纹光洁锋利,后1万支的螺纹逐渐发毛变粗糙甚至螺纹规NG。所以你上面问题的答案是:“合理”。 ------------------------ 减少丝攻磨损的方法是采用专业攻牙机完成攻牙这道工序,攻牙机攻牙意味着: 1,丝攻无需磨掉前端导程 2,冷却介质是攻牙油而不是切削油 3,丝攻浮动式对牙 4,按每圈的牙距进给而不是靠螺纹导程角硬拉着往前攻 这样可大幅度增加丝攻寿命,最高预计可达5万PCS 回复
起皮起泡,看上去像是起化学反应了。电镀前这颗螺钉是不是已经为有镀层的状态,如果是的话,那这是一个工艺序顺的问题。 你应该先将钣金件电镀,再压铆电镀好的螺丝,而不是将一个有镀层的螺钉压铆后再整体电镀。 如果你期望并确定整件电镀前该螺钉为本色状态(即热处理后的银灰状态或黑色氧化状态),电镀前置处理务必进行充足的酸洗抛光。但你这个组件不太适合滚动,无法保证充足的清洗与抛光,且各组件电镀参数并不能在同一电镀槽满足,以及间隙腐蚀等问题……,所以这并不是一个好的方案。故还是建议电镀后压铆。 回复

很好,长知识,收藏了,有图有视频,做的太棒了
你是第一个在本网站留言的,值的纪念一下 ^_^
写的不错,学习!
带花齿的涨铆螺母的花齿 会像压铆螺母的花齿一样比板材硬度高 把花齿挤压嵌入板材里 还是只是起到简单防滑的作用,带花齿涨铆螺母是不是就等于 压铆螺母的顶部又加了一个涨铆 如果带花齿的涨铆螺母的花齿嵌入板材的强度不如压铆螺母的花齿嵌入板材的强度大,那抗扭力是压铆螺母的百分之多少
还是说涨铆螺母上的花齿只是防滑齿,就像防滑螺母上的花齿一样,只是起到防滑作用,基本不会嵌入板材里
贾先生你好,简单防滑,并不嵌入钢板。
涨铆螺母的是靠翻边固定于薄板的,花齿比起光杆(没有花齿)具有一定防滑效果。但与压铆螺母的挤压嵌入板材相比,不是一个概念。
涨铆螺母拉力较压铆好,扭力差。
请问能否给出压花涨铆螺母的推出力和扭出力,好与压铆螺母做一个对比,在实际应用选型上有可参考的数值
写的很好,很形象也很生动。
机械行业太缺少这样的文章了。
超级好!
写的很好,很形象也很生动,有图有视频,做的太棒了
你做的太用心了,收藏
学习了,谢谢
hao
真心不错!必须支持一下。
不错不错,支持
丰容很丰富。知道我是谁吗?
好东西,认真做事的一家公司,顶你
内容丰富,要赞呀
你好。请问能否告知压铆螺钉的底板开孔尺寸,在网站上没有找到。谢谢
参考: http://www.finesz.com/fh.php 表格中有关于板孔径的规定。
产品是铝压铸件,盲孔压M3的螺母,怎么压,要多大的压铆机?
铝铸件铣一个盲孔再压M3的压铆螺母吗?如果是这样的话安装压力8-9KN,市面上小型的1吨位压铆机足矣。
至于怎么压,请参考 https://www.finesz.com/blog/archives/1406
不错不错!学习、收藏、推广!
不错不错!
如果能提供压铆螺母的3D图纸下载就更好了
非常感谢!收益匪浅!
真心有收获~
技术也可以讲的这么幽默,还真心有收获!大赞一个
很不错的总结
写的真好有水平
用涨铆螺母的时候,薄板要不要倒角啊?
要倒角的
好
这篇文章写得真不错,挺好的
名字真霸气 ,也挺好
,也挺好
能告诉我涨铆螺母z-m6-4开孔尺寸吗?我要的是喇叭口尺寸。
9.0~9.08mm 详见 http://www.finesz.com/z.php
你的文章写得不错,为你点赞。
我有一个铁板件,2mm普通冷板,先喷漆,再在提前冲好的孔上压上压铆螺钉,会不会容易掉?因为我这个工件对于压铆螺钉的松紧要求并不高,安装到机组上,这个压铆螺钉就用来固定此工件在机组上了。
“会不会容易掉“这个概率宽泛,正确安装的情况下能满足这个推出力扭出力:http://www.finesz.com/4/fh-4.jpg注意不要用冲床安装。
M12的螺母压在 6mm的冷板上,好不好做啊?
你要的应该是S-M12-2压铆螺母(铆接部位A尺寸实测5.70~5.85mm),适用于6MM板厚(板厚实测最好不要低于5.9MM)
赞,对于我这个刚接触的人受益匪浅,毕竟没有太多的工厂实践经验 。
点赞。
文章很棒,点赞!我想请问你,压铆螺柱使用在绝缘板上的, 不 是使用在金属件上,也不是专业的机器压,而是人工用鎯锤敲击进去的,在这个过程中如何才能保证压铆螺母与产品平行呢?
这位朋友,用锤子锤就是你的不对了。 不能因为绝缘板材料软就好欺负,事实上,这种情况你应该使用”手臂冲床”进行压铆。手臂冲床可以调节好固定的行程,将螺柱(或螺母)与绝缘板压平且没有凸出(或间隙)即可。压铆的时候,绝缘板平置在手臂床的工作台,冲床压头是平整的,即可保证螺柱(或螺母)与绝缘板的平行。手臂冲床长的是这样的:
不能因为绝缘板材料软就好欺负,事实上,这种情况你应该使用”手臂冲床”进行压铆。手臂冲床可以调节好固定的行程,将螺柱(或螺母)与绝缘板压平且没有凸出(或间隙)即可。压铆的时候,绝缘板平置在手臂床的工作台,冲床压头是平整的,即可保证螺柱(或螺母)与绝缘板的平行。手臂冲床长的是这样的: 一般1吨位的手臂冲床单价约800元左右非常便宜正好适合你。
一般1吨位的手臂冲床单价约800元左右非常便宜正好适合你。
不同板厚对应相同的铆压件,其安装压力都是一样的吗
对于压铆螺母而言,不同板厚理应对应“不同规格的压铆螺母“,这正是有所谓M3-0 M3-1 M3-2这种分类的原因,那它们的安装力是不一样的,具体安装力详见这个图但既然你说不同的板厚对应“相同的压铆件”,我估计你是安装FH类压铆螺钉或SO类六角压铆螺柱或其它压铆件、或干脆就是想用一种规格的压铆螺母来压不同的板厚,如果是这种情况,那安装力是一样的。
想了解下对于同一种规格的铆压螺母,分出M3-0,M3-1,M3-2的目的是什么?能否都用M3-0进行覆盖?
M3-0的“A”尺寸为0.76mm,铆接板的厚度>0.8mm比较合适;M3-1的“A”尺寸为0.97mm,铆接板的厚度>1.0mm比较合适;M3-2的“A”尺寸为1.37mm,铆接板的厚度>1.4mm比较合适;当然,如果你要问1.5MM的板使用M3-0或M3-1的压铆螺母可不可以,用是可以用,只是M3-2更合适一点。详见:
您说的合适,是从哪个角度觉得合适,出入钣金行业,懂的不多,可能有点钻牛角了 ,见谅?
合适指的是:拉出力扭出力方面 M3-2>M3-1>M3-0,详见: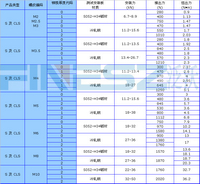
好的 谢谢 清楚了
不客气
涨姿势
您好,請問有以下尺寸的現貨嗎?螺牙M1.6*0.35 外徑2.7 長度2 塑膠孔徑的直徑是2.3 深度是3 塑膠肉厚為1 (以上皆為mm)
你好 没有完全一样的,目前最接近的有M1.6*2.5(外径)*2(长度)
好的..清楚..謝謝您^^
不客气。
你好,我是做设计的,请问涨铆螺母有国标或行业标准吗?
你好,目前没有国标与行业标准。
谢谢
你好,铜螺母用超声波压入塑料件里,塑料没有多少熔融,是不是就不牢固啊
这个情况具体问题需要具体分析。超声植入进料速度较快的情况下塑胶不充分熔融也是正常情况,至于能否满足拉力和扭力(即牢不牢固),你需要自行测试一下才够严谨。
你好,请问一下我要用热压铜螺母,需要买什么样的电铬铁?我们的塑料是尼龙的,铜螺母是在你们公司订制的。请问测试拉力和扭力有国标或行业标准吗?
需要买什么样的电铬铁?—-电铬铁打样可以应付一下,量产用电铬铁不现实,建议买个热熔机,也不贵的。测试拉力和扭力有国标或行业标准吗?—-目前没有国标或行业标准。
不错,路过~
0.38毫米厚的不锈钢可以压铆螺母M4?
0.38MM太薄了,不适合用压铆螺母。
学到跟多,多谢有这样负责的网站
来本想下载几个图片,一看全是字.
图片要是不打水印就更好了。
不错不错,收藏一下。
不错,收藏一下。
网站做的很用心,很多知识受用了
非常不错,良心企业
本人在职公司也在苏州,希望以后有机会可以合作
另外,做技术的写文章也那么好,厉害!
你好,铜螺母是否可以提供下大致的价格及MOQ
“大致的“价格及MOQ请参考: http://www.luosijie.com/list.html?cat_id=41 和 http://www.luosijie.com/list.html?cat_id=40
怎样可以快速拆卸拉铆螺母
拉铆螺母安装不可逆,拆卸只能将其头部磨掉;沉头型(头部不冒出平面)的拉铆螺母用钻头钻掉,如果螺母跟着打滑的话,另一端穿螺丝固定住。
你的文章真是太好了 我微信peng570
有没有微信公众号??
不好意思没有公众号。
请问加了螺套以后的螺纹孔 拧螺钉的时候 拧紧力矩应如何取?螺纹的承载能力是多大?烦请回复 谢谢!
不好意思,这个问题我也不够专业。
您好,请问压铆螺母的扭矩标准是怎样的,我们公司M5压铆螺母的扭矩要求11.8Nm以上,合理吗?另外压铆螺母上的牙数是怎样设计的?M5压铆螺母的总厚度是3mm,螺纹就是3圈多一点,螺钉和螺母啮合的圈数对连接的强度和防松有影响吗,谢谢!
你好,根据你描述的“M5压铆螺母的总厚度是3mm”,我推测你采用的是M5-1的压铆螺母,即你的板厚为1.0MM,这种情况下扭扭矩是达不到11.8N.m的。
M5-3的碳钢压铆螺母可以达到11.8N.m(条件是的冷轧板厚度2.3MM以上)。
M5-1的螺母有效螺纹圈数3圈多一点是正常的,你说的“螺钉和螺母啮合的圈数对连接的强度和防松有影响吗”,影响虽然是有的,但这种情况下一般是螺钉与螺母的破坏扭矩>螺母与板材的破坏扭矩,你要优先考虑的是螺母从板材上脱落的风险。
您好,我用的是M5-1的压铆螺母,板厚1mm,是纯铜板,我前段时间做了一些样品,用的是非标的螺母,E=7.5mm。测了扭矩,当孔中心距折弯边的距离大于4.85mm时,扭矩能达到11.8Nm。但是我现在还有两个疑问:一个是我们客户安装时的最大扭矩是4.5Nm,那我们这个压铆螺母要保证的最小扭矩是多少呢?另外压铆螺母规格书上的尺寸是不全的,比如压铆螺母上的齿的尺寸和数量就没有,压铆后的强度应该与齿的尺寸和数量也有关系吧,是怎样定的呢?
压铆和涨铆如何进行选择,性能上的差异就在于同等大小的压铆抗扭力强,涨铆的抗拉力强吗?
我司需要一款锥形的弹簧锁销,有图片,麻烦请提供贵司业务的邮箱。谢谢!
技术资料好久没更新啦!!
第一次看到紧固件做的那么专业的,而且介绍的如此之诙谐幽默,佩服!佩服!学到不少知识!衷心祝愿贵司越做越好!
@何 过奖过奖,同祝同祝。
你好,想咨询一个问题,最近公司在评估一款新的电子产品,背盖是铝材质1.5mm厚需要四个螺纹M4或M5的螺丝孔,这种业内常规是有标准件一个板子上四个螺丝孔再装配到背盖上。我想能不能把螺母直接压卯在背盖上,这样的强度是否合适,从外面看螺丝孔是否好看。
@匿名 你好。在铝板(你称之为背盖)设计出螺纹孔(螺丝孔)有多种方案,既然你在本网站提问,而且你提到“业内常规是有标准件一个板子上四个螺丝孔再装配到背盖上”,我估计你说的是采用压铆螺母直接压在铝板上,从而形成四个内螺纹孔,这种方案是可行的,也是钣金业的常用解决方案之一。安装方法详见:压铆螺母的安装方法。
这种方案的强度是否合适?————如果采用M4的压铆螺母,安装后的推出力470N,扭出力2.6牛*米(1.5MM厚的5052铝板为例),如果采用M5的压铆螺母,推出力480N扭出力3.6牛*米。详见:压铆螺母安装后的性能。
从外面看螺丝孔是否好看?————安装后的示例:不锈钢压铆螺母压在铝板上,以及镀锌的压铆螺母压在铝板上,你参考一下。
GB809-88通孔A型嵌六圆螺母 这款嵌件螺母对应塑料件上的螺丝柱怎么设计呢,材料ABS,螺丝柱外径、内径、高度多少合适呢?选的是你们表格里GB809 M3*5*8 A
@匿名你好。
GB809型螺母是通过模具注塑成型的,该类型的螺母对塑胶件尺寸(你说的“螺丝柱”)没有具体要求,只要你能正常注胶成型即可。安装工艺图可见其原理:


我估计你是不是想问热熔螺母对塑胶孔的要求,即如下工艺的螺母:
如果是的话,塑胶孔径4.0(而如果你希望螺母外径5.0的话,孔径相应为4.5),孔深9.0,单边壁厚预留最小1.6mm,详情请参考热熔螺母。其中有不同规格的热熔螺母对于塑胶孔的要求标准。
請問貴公司有M10x1.0 的預埋不銹鋼螺母嗎
@匿名 你好。您询问的M10*1.0(细牙)不锈钢预埋螺母我司没有现货,这种类型的(螺母尤其还是非标的)都是跟据用户的订单安排生产的。
预埋螺母的种类较多且没有统一标准,如需询价、打样、或生产、建议出提供更详细的信息,如图纸或实物等
请问一下哪种松不脱安装后与板材之间连接很紧固,不会轻易掉落?
@匿名 你好。正常情况下所有松不脱螺钉安装后都应是“紧固”且“不会轻易掉落”的——即满足该款螺钉所对应的扭力值和推力值。而你问的是螺钉的选型问题,选择不同的螺钉型号不应成为“不紧固,易脱落“的理由,建议你先找找具体的脱落原因。
导致松不脱螺钉安装后发生“不牢、易脱落”现象的原因有多种可能性:如螺钉制作的尺寸不到位、螺钉硬度不够、与安装板材的硬度不匹配、安装方式不正确、安装工具不合适(冲床安装什么的)、安装参考设置不合理,设计问题等等,建议从这些方面找找原因。
事实上,这种情况没有看到现场或视频也只能能瞎猜猜。由于你没有留邮件,不能进一步沟通,如果你看到本留言,不防进一步与我联系(手机18912771062 微信同)。
对于塑料件,相同条件下,热熔螺母和注塑螺母哪个比较可靠呢?
@匿名 你好。这不能一概而论,两者螺母的型式、安装方法、安装工艺、不同牌号的塑料都会产生不同的变量,这个话题较大……不过我猜你是想大概知道哪种更牢固一点,不严谨的回答是:注塑的可靠一点。
你好,这个有现货吗
附件:
你好有的
请教一下,IUTB热压铜螺母M3,塑料螺柱孔深13mm,应该选择多长的铜螺母呢?铜螺母热压后,螺柱孔底部到螺母底部的预留距离最大是多少呢?塑料是PC
@匿名 你好。螺母总长12mm,即预留距离1mm。热压由于该预留空间会被挤压填充。
塑料是PC——PC也能热熔,需留意一下后期是否有开裂风险。
您好!贵司预埋铜螺母的螺纹内径尺寸的精度公差,如M6/M8
M6*12/M8*14
@匿名 你好。我司默认为5.0+0.1和6.8+0.1,不知道你具体需要的公差是多少
同规格的压铆螺柱BDSO系列的最小边距比BSO的最小边距还大,按照贵司对BDSO的说明应该是边距更小才对,望贵司核查,谢谢
@匿名 你好。很欣慰您观察的这么仔细。
你说的应该是3.5M3与M4这两个规格吧(M5与M4一样,就当同一规格)。
BDSO-3.5M3的开孔径(6.2)大于BSO-3.5M3的开孔径(5.4),BDSO的头径H(7.2)大于BSO的头径对边H(6.35),所在BDSO的边距(7.0)大于BSO边距(6.8)这是合理的。
而BDSO-M4的边距8.2大于BSO-M4的边距(8.0),纯粹是因为BDSO-M4的头径H为8.2而BSO-M4头径对径H值为8.0,这是典型的工程师刻板,就是说他不写8.2心里会很难受,事实上BSO-M4的对角(9.2)远大BDSO-M4头径,所以此处参数是应该重新凭估。
谢谢你的指正。
不为别的,找厂家做个箱子,厂家跟我说了一个压铆螺母什么,搜索压铆螺母是什么东西的时候,偶然翻到贵司网站,看到那篇关于压铆螺母的介绍和讨论帖子。堪称神贴。不知道楼主哪儿来的那么多动画图片和视频。真的是深入浅出,严谨全面的解释和回答了很多匿名路人的问题。又翻看了其他的技术文章和答疑,感觉到贵司是一个踏实做事,认真负责的公司。
虽然您的产品我用到,但是愿意想身边以后用到的人推荐贵司。
祝愿贵司生意兴隆,坚守初心,和中国制造行业一起蓬勃发展,大展宏图。
@一个机械小学生 你好。惭愧~
一款冷压螺母的治具,帮忙评估一下可行性,塑胶件里面冷压4个螺母,附件里面附螺母款式还有产品。包括压入治具,压入治具驱动力由伺服电缸控制,人把产品定位放好,然后预压进螺母(六角边估计对正很难,上面压下来先有个预压,然后在对孔压入,一个螺母理论上压入力为20n,伺服电缸900n)
附件: -2.zip
@匿名 你好。
看了您的治具与安装设计图,非常专业,想必是花了很多精力与优化。
由于缺乏整个过程的参与,仅凭看一眼设计图我也很难凭估其可行性,何况我也不是一个专业的塑胶or自动化行业从业者,但凭仅有的认知,这个设计至少看去没什么问题。
螺母的六角端面直接压入塑料留孔内确实存在不好定位,以及发生偏移、歪斜的的风险,倒是建议螺母的六角端加一个1~2mm左右宽的圆柱(即”定位柱”),压入前将“定位柱”预置入孔内,起到定位作用。而或许你将螺母设计无”定位柱”的目的是出于成本考虑——无定位柱可以冷墩成型——从而降纸成本,如果是这样的话倒也可以理解。
压力20N应该是远不够的,想必在试制过程你肯定能找到最适合的参数。
谢谢万工,现在最怕的就是人工预放螺母放的太歪,实在不行,在后续生产遇到问题了,在不改变工艺的情况下,要么把螺母前面倒点角,要么产品前面稍微倒点角。或许成功率更高吧。
@匿名 你好。倒角的改善性有限。同时也注意一下六角压入是否会引起塑胶变形或突起、凹陷,以及拉出力是否满足设计要求。
您好,请教一下关于涨铆螺母抗扭问题,M6带滚花的涨铆螺母的抗扭力一般能达到多少呢,铆接后滚花会嵌到板材里吗?
另,不知道您是否愿意出来做推荐技术交流呢,我这边是福建的一家汽车零部件公司 主要做一些行李架 导轨 等 用到拉铆 压铆 涨铆螺母等紧固。
@匿名 您好。很遗憾我也没有涨铆螺母铆接于不同材质、板厚的扭力参考值。铆接后滚花部位在板孔周边留有明显压痕,但谈不上嵌入,原因是1涨铆螺母的滚花很浅2没硬度。
感谢您的抬爱,技术方面我们随时可以探讨(手机18912771062),但恐怕我不方便出差到福建。
附件的嵌入式的螺母贵司有生产吗?
@上海光电 你好 附件没看到,麻烦再发我一份。wwl@nut100.com
在一块薄板上要做压铆螺母,压铆工艺包括开孔吗,还是开孔是一道工序,压铆是另外一道工序?
@匿名 你好。开孔是开孔,压铆是压铆。开孔是钣金冲压or激光切割工艺,压铆是后道安装工艺。
你好!我的这个型号:BSO-M5-6-ZI 它表示碳钢盲孔型公制M5全长6MM螺纹3.5, 请问后面ZI是什么意思?
你好。电镀白锌的意思。
压铆螺柱冷镦与非冷镦有什么区别?
螺柱的形状、扭出力、拔出力等是否存在差异?
附件:
@匿名 你好。该处的非冷墩指的是车削工艺。事实上这里的材质描述也不是很严谨,车削工艺用的是1215材料。由于压铆螺柱我们目前有两种工艺,常用规格尽量(且基本已)冷墩化,冷门规格或非标规格由于模具原因或需求量不足等原因仍然采用车削工艺。螺丝街的产品信息可能会滞后,具体产品信息请以咨询我司业务为谁。
冷墩或车削螺柱的形状、扭出力、拔出力差异其实是有一点,但差异不大,几乎可以忽略不计。成本上冷墩要低一点。
塑料上热熔铜螺母,M2,M3等是否有拉拔力标准及扭矩标准?是否可以提供一下?谢谢
@匿名 你好。请问是什么塑料?什么类型的螺母?如果塑料以最常用的ABS为参考,螺母也是最常用的,请参考双斜花热熔螺母(链接中没有M2的数据,M2*∮3.7*4 拉出力250N 扭出力0.45NM)
好的,谢谢,我们设计基本按照双斜,材料以PC为主。看来之前按照100N拉力标准偏小了。
@匿名 你好。PC高出30%左右。
你好,目前市面上出现了所谓的自冲铆螺母,不知道贵司有没有做此类产品,也想请教下和压铆螺母有什么不同
@匿名 你好。压铆、涨铆、拉铆、各种铆钉、(无紧固件)自铆、以及你提及的冲铆….本质上都是挤压变形铆接。可能因为叫法的不同,我不清楚你说的自冲铆具体是哪种螺母,个人猜测可能指的是应用于汽车结构件的类似于常用压铆螺母但花齿不一样的螺母,一般是主机厂自行设计或选型,目前没有形成紧固件行业标准,对于我们而言就是非标的意思。
万工,您好!
请问压铆螺母等一系列螺栓or螺母标准规格中的测试参数安装力、推出力、扭出力、拉出力的定义分别是什么呢?
期待您的解答,谢谢!
附件: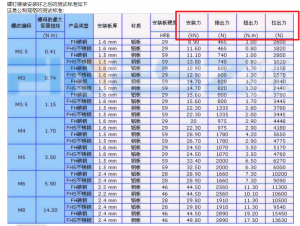
@小吴 你好。
安装力:安装过程中,压铆机设置的压力参数。一般压铆机设置参数都含有最大压力、最大行程、喉深、铆接范围…等参数,这里的“最大压力”参数即安装力,比如某品牌压铆机最大压力为8吨,安装M6的螺母于冷板,压力设定为3KN左右即可。
扭力出:螺母安装好之后检测螺母从板孔中脱出的最大扭力。采用扭力扳手从薄板端拖加扭力,直到螺母脱落,最大的扭力读数即扭出力。
拉出力:采用推拉力机将压铆螺钉从螺纹露出端拉出,直至螺钉头部穿过板孔或头部断裂的最大力。
推出力:同上,螺钉或螺母从板孔脱落,推出方向非穿过板孔。
好的,收到,谢谢您万工!
你好,有一个关于压铆钉的疑问,铆钉有一段是无螺纹长度S 那么是否意味着压铆的板厚加上对手件的薄厚要大于这个S的长度呢
@徐同学 你好。理论上是这样子的。
你好,想问下这种压铆螺柱防水等级是多少?盖板上用这种会不会出现漏水的情况
你好,还想请教下, 压铆钉的无螺纹长度中压铆功能端的长度是多少呢,是等于技术要求中最小的板厚吗
@徐同学 你好。你是想问压铆螺钉的头厚(含花齿部位)是多少吧?这个参数是我们的规格表中确实是没有体现。具体参数是这样的:M3 0.9 M4 0.95 M5 1.0 M6 1.2(限FH FHS)
你好,我上传了一张图,我是想知道的是这个“?”的长度,这段长度理论是不是应该全部被埋入板材中的吧(这一段应该是影响推出力的关键吧)
附件: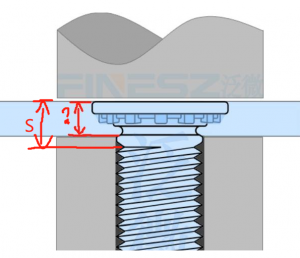
@徐同学 你好 FH M3 M4 M5 M6的“?”分别 ≈ 1.4 1.45 1.5 1.9
万工,你好,
附件: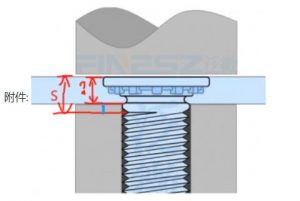
@徐同学 你好。你是问”?”的实际值吗?上面一行已经回复过了。
万工,你好,手误,补充下上条图片想问的内容,蓝色段可以做成一个圆柱面吗,客户端觉得螺纹定位不准,想在用这个蓝色段做成定位,可以的话,这个蓝色段最小能做厂内,客户那边想做成0.6mm左右,不知道是否可行
@徐同学 你好。按照一般标准件的搞法,不能做成规则的台阶。蓝色段(我们称为第一牙)实际上是在搓牙的过程中,在牙板上方加了一对刀片,搓牙的同时刀片挤出凹槽并带出第一牙。也就是说第一牙及凹槽是搓出来的,搓出来的就没那么精准。当然了,如果当非标开发没什么不可能,无非成本与需求量的问题。
C3604硬度是多少? 有没有140HV – 150HV?
硬度是否有分Y2(1/2硬)、Y(硬)、T(特硬)?
@匿名 你好。
你问的是棒材还是板材?
如果是棒材,在JIS H3250第8页中只规定了C3604的硬度为HV80以上。
如果是板材,在GB/T2040第4页中规定H59-1(接近C3604)的硬度状态有4种:热轧(M20)、软化退火(O02)、1/2硬(H02)、硬(H04),老版本的标准描述为R、M、Y2、Y,是一个意思。
宝藏公司,宝藏网站!
GN系列的反压铆螺母有介绍吗?
附件: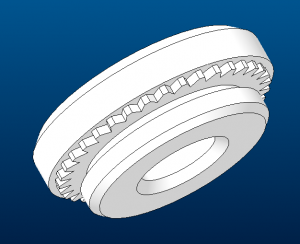
@匿名 你好。不好意思我们没有相关产品信息。
GN来自华为设计的一款压铆螺母。所谓正压铆反压铆指的是这个意思:反向压铆,图中将反向压铆标识为错误的压铆方式,是因为上下模不能束平薄板,压完后有脱落或板翘起的风险。华为方案初忠是把螺母的外圆做的很大,螺母本身充当的“束平薄板”的作用,以实现反向压铆。这个方案极具理想主义,但实用性不强,现实中并不能提高安装效率且成本居高。
感谢!
您好,请问外六角十字槽的螺钉是否有规定的安装方式?用扳手固定头部和十字批头的扭矩应该是不一样的吧?好像查不到这方面的数据,求解?谢谢!
@匿名 你好。这个…好像真没查到相关具体描述,按说只要没明文规定套铜扳手与十字批头之锁紧差异,最大锁紧扭矩参考其级别。人个意见。
斜纹花-铜螺母-M6,年需求量约为40万pcs, 请帮忙提供一下单价
附件: Drawing.zip
@Sun 您好。附件无法打开,已回复邮件。
接受非标机加工件订单吗?多少件起订?
@匿名 你好。可以。数量看具体什么产品。如有需要可联系我们(右上角联系方式)
你好,付件图片你司有现货吗
附件:
有请联系
这款我司需求量大, 材质不锈钢, 螺牙M6 螺牙长15, 头部长5.5, 头部可是正六型,
@扬粤 你好。图中螺纹是M5的,M6可以生产。
嵌装铜螺母,出现包胶,请问是什么原因呢,螺母本身花齿有不规格的
附件:
@匿名 你好。嵌件包胶的原因很多啊,温度压力模具设计都有可能,注塑工艺方面的原因你们更专业,我仅从图片中分析下铜螺母可能存在的问题:
1,从图片看铜螺母端面似乎麻麻点点的,这可能意味该螺母切断面不平整,从而可有能导致铜螺母端面与模具面不能紧密贴合从而产生包胶。(与模具接触的那个)切断面保持平整是嵌件基本要求。
2,该麻点让我怀疑铜螺母经过长时间的振动研磨或过高强度的研磨,不仅将端面磨麻了,而且将切断面的外圆直角处磨出R角。R角不能与模具完美贴合,而形成包胶。
3,从图片看螺母内孔似乎有严重溢胶,这是否意味着铜螺母的孔径与模具PIN针的配合公差并没有进行严格控管,导致铜螺母孔与PIN针的间隙过大,间隙过大不仅导致孔内溢胶,还会导致注塑过程中嵌件发生晃动,熔融料流入贴合面形成包胶。
4,你说的花齿不规则,图片中看不太清楚。轻微的不规则不会导致包胶,严重的不规则就不好说了。
在铝型材之间连接的时候,或者是用螺栓与螺母,或者是在铝型材上攻丝用螺钉。请问应该用什么强度等级的螺栓与螺钉?我看买型材的时候商家一般给配的是8.8级。为什么不配12.9级的呢,是考虑会把铝型材压坏或者拧滑丝吗?还是因为考虑价格高一点,所以才没有配12.9级的螺栓?
你好。我不太清楚你说的具体产品与应用,无法给出建议。至于商家配8.8级可能是出于成本与性能的综合考虑吧。
如图这样的铝合金材料,具体材料是铝6063-T5,抗拉强度:σb189Mpa;屈服强度:σ0.2147Mpa;伸长率:δ510%;硬度:HB60。
我在贵网站的螺栓建议扭力研究部分看到8.8级M8螺栓建议安装扭力21NM,12.9级M8螺栓安装扭力28NM,M10螺栓安装扭力58NM。对铝型材来说用的比较多的就是M6\8\10三种螺栓和螺母。
请问这样的安装扭力会不会造成材料压坏或者滑丝?(我是个人家用,所以也没有实验条件,没法去验证,只能找螺栓专业厂家咨询了)
附件:
你好。没那么严重,只要T型螺母不滑牙就行,型材顶多有个印子。
请问有没有不锈钢(201、304、316)螺栓与镀镍、镀锌、碳钢等螺栓的强度对比?
我只知道304不怕水、316不怕酸碱;碳钢的螺栓有强度等级,不锈钢的螺栓好像都不标强度。这样如果需要在潮湿或者酸碱环境用了不锈钢螺栓,却又不知道怎么去对应8.8级,12.9级的扭矩这些了。
@planningall 你好。你的问题的答案在这两个标准里(201除外)GB3098.1(碳钢螺栓性能等) GB3098.6(不锈钢螺丝性能等)。如果PDF文档看的累,请参考:不锈钢螺丝性能,碳钢螺丝部分性能
您好,看了您写的文章大有收获。想向您请教一下,在低温环境下,对螺栓预紧力的要求。
请问为什么注塑铜螺母有盲孔的,但是热熔铜螺母没有盲孔的?(各处都搜不到现货,如果要的话就只能定制,为什么呢?)
@planningall 你好。
注塑螺母置入模具合模后开始注胶,有某些情况下(如注胶压力较大、螺母与顶针的间隙配合较大、胶水的流动性较大…等),胶水会溢到螺母的内螺纹孔中,这种情况下采用盲孔的可以避免溢胶,所在盲孔注塑螺母较为常用。
热熔螺母热压到成品塑料件的预留孔中,塑胶孔周壁只是受热软化,并没有像注塑模内的胶水那么具有流动性,况且塑胶件预留孔的深度一般会比螺母要长那么一点,比如长1mm,这1mm的区间用来容纳底部的少量溢胶,故不存在溢胶到螺母内孔的风险。所以盲孔热熔螺母较不常用。所以一般都是定制。
非常感谢博主细致的回复。
还想继续问一个关于热熔铜螺母的问题:比如土八字形状的,小头(压入端)的外径7.1mm,大头(带螺纹部分)的外径8mm,这时候预留孔的直径是做到7.1mm吗?也就是让小头刚刚好插入。
另外,贵站的购物系统都是一万颗起订,真的是太多了,实在是不能一下就买一万颗。能不能改成100颗或者更少起订啊?单价贵一些也可以。
@planningall 您好。
1,预留孔径一般比小头外径大0.05-0.1mm左右,以利于螺母轻松放入预留孔,以及定位功能。
2,遗憾我们没有零售业务,如确实需求量比较少,可线下协商双合适的采购方案。有些时候我们是跟据订单生产的,100颗或几百颗这确实不好排产请理解。
非常理解,你们工厂是根据订单排产的。
其实你们厂如果有兴趣,可以安排一个人搞一搞1688或者淘宝店,一个人就够了。我看1688或者淘宝上有很多工厂店,只是那些店的螺栓螺母型号没有你们展示出来的齐全。
@planningall 您好。 非常感觉您的建议。
感谢哦,不是感觉
各种螺母总结分类的真好,预祝贵企越办越好。另外,我们院再尝试寻求“【Crofer 22 APU】DIN/EN德标牌号1.4760 X1CrTiLa22,UNS S44535. 板材执行不锈钢ASTM A240标准”钢材的替代品或相近的高温不锈钢,网络检索到贵网站,查阅了些资料未能找到,如果您无意考到此留言 并恰好顺手,劳烦您告知一二,祝好。[——20240930]
@仙湖 您好。抱歉,不是很了解这类材料,不敢妄言。
仍然感谢!
SO/SOO 通孔不通牙 和通孔通牙有什么区别内?盼复!
如果牙攻到底了,但帽盖测没有倒角,这种叫通孔通牙还是通孔不通牙呢?
你好,内螺纹不做倒角,不影响它的全(半)螺纹分类。你描述的螺纹是连续的、而且它覆盖了整个孔,所以它应是全螺纹。
但不做倒角应该是过不了螺纹规的,它是“不合格的螺纹”
你好。
1,SO SOO都是通孔的。
2,SOO:无论螺柱多长都是全螺纹,比如SOO M3-40也是全螺纹的,这很好理解。但这有个问题,40长的全螺纹螺柱在安装螺钉时,工人安装螺丝要耗很长时间。所以较少有类似SOO M3-40这种规格。
3,SO的意义:当螺柱总长超过一定值(比如10mm),则做成半螺纹,靠近六角端有螺纹而圆柱端是个大孔没有螺纹。这样方便在安装螺钉时直接将螺钉伸到接近六角端的螺纹处开始拧螺丝,换言之,提高了效率。
感谢专业解释
网站做的太棒了,种类齐全,资料丰富,还能学习很多知识。
提一个小建议,如果能提供3D模型下载,对于设计者和使用者就太方便了。
您好,请教一下,压铆螺柱铆压后出现牙紧,通常有几方面的原因呢?帽盖的厚度对压铆后牙紧有影响吗?
@匿名 您好。
80%的可能性是安装压力过大。
其它可能性包含螺柱结构问题(如槽太深or头太厚)、板太硬、板孔有弧度、冲压……等,请自行排除
您好,想问一下,压铆螺柱有最小边距,如果边距小于那个边距,会咋样,可以压铆上去吗
你好。可以压上去。有让料的风险,就是最薄的那个地方可能因受力往外挤,从而使孔周边的料无法流入螺柱的槽内,从而有脱落的风险。
好的感谢,那是不是再点焊一下会更牢固
补焊一下当然是没有问题——如果外观可以接受的话。
非常感谢
您好,想咨询一下,贵司的光选机是采用的哪里的供应商的呢,我是做电子元器件的,也想上光选机了,一直看您博客感觉很受教,方便的话可以推荐一下么,已留邮件地址。
您好,该单位叫东莞瑞科智能科技有限公司,可网上查一下
好的 非常感谢
FH-5-15 價格是多少?
您好。0.04 。详见:https://www.finesz.com/fh.php
有个问题请教下:1mm薄钢板通孔压铆螺母柱/螺钉,常常会出现因为板薄的原因,导致压铆件微微突出板面,在后续表面喷涂环节,即使进行刮腻子打磨等预处理依然无法消除压铆印记。针对这个问题,能否可以采用预制沉孔的方式(例如BSO-M3压铆螺母柱,预制沉孔0.5X120°),给压铆件尾部法兰提供容纳空间的同时减缓板件的应力变形。不知道这种方法在原理上是否可行?对压铆件强度的影响有多大?
您好。压铆件做沉头(即:压铆件头部的与板材接触端面加一个倒角,而不是板孔口加倒角),可以改善压铆印。性能影响:压铆螺钉几乎没有影响或影响很小,压铆螺柱扭出力将有明显降低,降低多少我也不明确。
不是给压铆件做沉孔,是给1mm薄板的压铆孔做沉孔,沉孔深度在0.5mm左右。我们尝试一下看看,压制的样品除了需要做推出力、拉出力和扭出力测试,还需要做另外的测试验证吗?
您好。保持板孔锋利直角是压铆的要素条件之一。不建议这样设计,这将导致材料不能流入压铆件的槽内,则压铆失效,以及压铆件可能中间凹陷外圆突起。
一般推 拉 扭出力三个指标就可以了。
1mm薄板压铆件喷漆后的压铆印记有可靠的方法能够去除吗?我们验证下来,铝板或者厚板,压铆后压铆件的尾部法兰能够可靠的与板面平齐或低于板面,在刮腻子打磨后,喷漆基本可以做到无痕,但是对于1mm的钢板,似乎这个是个很难解决的难题。
是的,较薄的板缺少材料支撑。关于消除喷涂印子的问题,打磨、抛光、拉丝、多次喷涂、加厚喷涂等,其它似乎也没有太好的方法了。
好的,谢谢。我们试样一下看看,确定一下预制沉孔对强度削弱有多少。
地板很干净整洁,是刷的漆还是铺的塑胶地板啊,有链接吗?
把我整EMO了
Guten Tag. Ich brauche den Preis für DIN16903-B M4x0,7
Guten Tag, der Einzelpreis von DIN16903-B M4x0,7 beträgt 0,08 Yuan pro Stück, was ungefähr 0,011 US-Dollar pro Stück entspricht. Das Material ist Messing C3604.
搞自动化设备的在你这看了半天,回到了blog年代
貴司的網站產品介紹及經驗分享都很專業,無私大愛,作為一個苦逼的結構設計來說在貴司的網站可以學習到很多,建議針對貴司的產品增加3D下載模塊,這樣可以方便用戶直接設計選型調用、購買,類似 MISUMI、 3DSource 這種。
请问JFHS和FHS有什么区别,可以分享一下关于JFHS相关资料吗
你好。行业通用的标准只有FH FHS等,有些公司会将这些料号加个前缀或后缀来做个标识以示区分,如JFH(可能该公司是“J”某五金公司)。如果是这样的话,JFHS就等同于FHS
请问一下,现在的压铆螺母等是否有对应的国标呢?是哪个国标呢?
你好。目前没国标。但我感觉快了,当然这只是一种预感,预感未来5-10年可能会有国标规范起来。
您好,我在找标准的时候发现贵司,有个疑问,国标GB/T845的自攻螺钉都是ST2.2,ST2.9,ST3.5,ST4.2这种,但是淘宝里面很多商家都出售M3,M4的自攻螺钉(非三角牙),请问他们是用的什么标准?(很多商家声称用的GB/T845)
附件:
你好。这个问题可能你问淘宝卖家更合适一点,但既然你留言了,我就回复一下,但这仅代表我个人猜测并不代表淘宝卖家的观点,更何况淘宝不止一个卖家:
这可能是淘宝卖家为了适合为数众多的非专业用户如家庭维修、 个人电器维护、DIY爱好…等需求场景进化而来的一种策略。本质上仍然是ST2.2(所谓的M2)、 ST2.6(所谓的M2.5)、 ST2.9(所谓的M3)、ST3.5(所谓的M3.5)、ST4.2(所谓的M4) ST4.8(所谓的M5)、ST5.5(所谓的M5.5) ST6.3(所谓的M6)……
作为工业级别的生产与使用者,应按国标即ST2.9进行描述,以免造成歧义。
感谢。再请问一下,如涨铆螺母Z-M3-3.0 适用板厚大于3mm的,板厚是3mm的时候,是不是板上要开倒角呢?或者说板厚4mm的时候,涨铆怎么适用呢?
你好。板厚3mm 4mm 5mm……都需要开个45度的倒角至孔厚1mm(B=1mm),如下图所示:

如果板非常厚,倒角后外切圆过大与其它结构有干涉或你觉得不好看的话,可将倒角适当做小且倒角上方做成圆孔。即:
上方大孔(避免干涉)+ 中间倒角(承载翻边)+ 下方小孔B(负载)
我们目前使用一款空心螺栓,M22*1,内空心18mm,杆部直径22.5mm,使用预紧力+角度拧紧时候,最终拧紧扭矩波动很大,约在150Nm~240Nm,拧紧曲线也不平滑,见附件。螺纹部分的尺寸测量合格,螺纹粗糙度Rz0.4,螺栓头部粗糙度Rz10以内,造成这个扭矩波动的原因可能是哪些方面?
附件: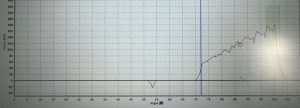
M22X1内孔18的空心螺栓其受力横截受力面积约为95mm.mm,这正好相当于一个M12X1的实心螺栓的截受力面积。
理论上这两种规格的螺栓的扭矩转角拧紧测试中的表现结果一样的,但实际上是完全不一样的。空心螺栓的失效扭矩可能远低于同等截面积的实心螺栓且波动范围大重复性差。
原因是空心螺栓因为薄壁结构在扭矩+拉伸复合作用下发生了结构失稳(可以理解薄壁被压瘪了)。微小几何缺陷及测试参数波动又会加剧和放大失稳效应。
你提供的曲线形状图、离散度等特点,符合空心、薄壁螺栓失稳的特征。
关于薄壁结构在应力下失稳的原理,是一个很大的课题,我也是一知半解,你可自行网上查一下。
万工,请问6-32丝攻做1215碳钢材料生产10000pcs铆柱就要更换合理吗,有什么方法可以减少丝攻磨损吗
你好。这涉及到多种因素:切削丝攻还是挤压丝攻、什么品牌的丝攻、在自动车上攻牙还是专业攻牙机上攻牙、螺纹深度长还是短……这一说就有点打太极了,我就直接以最常见的那种加工场景来举例说明,所谓最常见的加工场景指的是:
1,一支OSG或TOSG品牌的镀钛挤压丝攻,规格为标准6-32,不加大。
2,在自动车上直接攻牙(这意味着丝攻前端的两颗导程牙要事先磨掉,这在一定程度上减少了寿命)
3,螺纹有效深度不长也不短,就当它6mm
那么这支丝攻正常情况下将可生产1-2万个螺纹通止规合格的产品,前1万支产品的螺纹光洁锋利,后1万支的螺纹逐渐发毛变粗糙甚至螺纹规NG。所以你上面问题的答案是:“合理”。
------------------------
减少丝攻磨损的方法是采用专业攻牙机完成攻牙这道工序,攻牙机攻牙意味着:
1,丝攻无需磨掉前端导程
2,冷却介质是攻牙油而不是切削油
3,丝攻浮动式对牙
4,按每圈的牙距进给而不是靠螺纹导程角硬拉着往前攻
这样可大幅度增加丝攻寿命,最高预计可达5万PCS
我司使用的是TOSG挤牙加大丝攻,在自动车床上加工碳钢,现在使用的丝攻生产1万个产品就会出现牙紧,只能更换丝攻,所以请教您看看有什么方法。非常感谢万工的回复
你好万总,咨询个专业知识 螺丝压铆好了去电镀 然后压铆螺丝头部 电镀基本是不良状态 这是产品问题还是电镀问题呀 谢谢
附件:
起皮起泡,看上去像是起化学反应了。电镀前这颗螺钉是不是已经为有镀层的状态,如果是的话,那这是一个工艺序顺的问题。
你应该先将钣金件电镀,再压铆电镀好的螺丝,而不是将一个有镀层的螺钉压铆后再整体电镀。
如果你期望并确定整件电镀前该螺钉为本色状态(即热处理后的银灰状态或黑色氧化状态),电镀前置处理务必进行充足的酸洗抛光。但你这个组件不太适合滚动,无法保证充足的清洗与抛光,且各组件电镀参数并不能在同一电镀槽满足,以及间隙腐蚀等问题……,所以这并不是一个好的方案。故还是建议电镀后压铆。
原本是杆径3.9mm M3 改为杆径3.9mm M2.5的螺纹是不是缩径率太大了,有什么方案可以在不增加成本的方式下量产嘛
你是要增加成型工位突破极限缩径率吗?那肯定要多出模具费啊,没看懂这个问题
HC型六角冷压螺母有三维模型吗