塑胶件热压螺母、预埋螺母安装加工技术要求安装方法:
1 目的
为了规范塑胶零件的热压螺母、预埋螺母加工工艺,便于控制加工厂加工工艺及质量,保证塑胶零件的后续加工质量。
2 适用范围
本技术要求适用于公司产品开发及生产阶段的塑胶零件的后续加工工艺,供加工厂、机械设计人员、SQA和检验人员参照。图纸未注明的工艺技术要求参照本文。
3 热压螺母、预埋螺母加工工艺
3.1 热压螺母
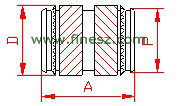
3.1.1 热压螺母规格
塑胶孔可不设计倒角;热压螺母的尺寸规格及相应的胶柱尺寸下表:
 |
| 型号 |
螺纹规格 |
标准长度 |
外径 |
圆头尺寸 |
胶柱孔内径 |
最小胶柱外径 |
最小胶柱深度 |
| A |
D |
P |
| M2.5×5.7 |
M2.5 |
5.7 |
Φ4.4 |
Φ3.9 |
Φ4.0 +0.1 |
Φ8.0 |
6.2 |
| M3×5.7 |
M3 |
5.7 |
Φ4.4 |
Φ3.9 |
Φ4.0 +0.1 |
Φ8.0 |
6.2 |
| M4×8.1 |
M4 |
8.1 |
Φ6.1 |
Φ5.5 |
Φ5.6 +0.1 |
Φ10 |
8.6 |
3.1.2 热压螺母的拉力与扭力矩
塑胶件上的热压螺母所能承受的拉力与扭力矩推荐如下表:
| 型号 |
拉力 (kg) |
扭力矩(kgf.cm) |
| M2.5×5.7 |
60 |
13 |
| M3×5.7 |
65 |
15 |
| M4×8.1 |
70 |
18 |
3.1.3 热压温度
对于不同的材料,螺母的热压温度有所不同,热压温度规定下表:
| 材料 |
热压温度(推荐值) |
| ABS |
140-160℃ |
| PC/ABS |
220-240℃ |
| PC |
240-260℃ |
3.1.4 热压螺母工艺要求
热压螺母的操作工艺如下:
简单零件使用高度方向有绝热材料定位的通用工装;特殊零件制作相应的特殊热压工装;
热压前应抽检胶柱孔的直径和深度,必须符合表1规定的尺寸要求;
推荐采用50W的可调节温度的加热棒,加热棒使用表3推荐的温度接触铜螺母加热,加热时间为7-10s;
胶柱内孔软化时,胶柱顶平面及外表面不得软化,将螺母垂直缓慢压入胶柱,防止塑胶流动不充分,压入螺母后加热棒应快速垂直提起;
零件室温冷却时间为8小时;
螺母与胶柱顶平面平齐,突出不超过0.3mm;螺母在胶柱中垂直度公差值为φ0.2 mm;
胶柱不得有明显胀起或裂纹。
3.1.5 推荐工装,下为热压工装示意图
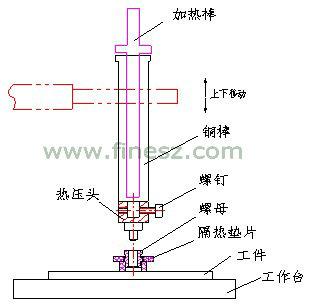
制作方法:
加热棒的材料可采用H62,垫片的材料可采用玻纤板;
加热棒、热压头和铜棒固定起来,再把铜棒固定在工作台上;
把工件放在工作台上,放入铜螺母到工件的预压孔中,对齐,不能有倾斜;
把隔热垫片放到工件的螺母支撑柱上的平面,穿过铜螺母;
垫片受到加热温度较高需冷却一段时间,所以需准备多套垫片才能保证高的效率。
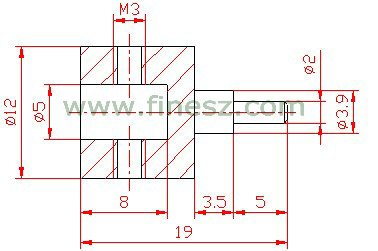
3.1.6 热压头设计推荐
上述热压工装的铜棒前端主要用于导热和施压至螺母部分称之为热压头,材料可采用H62,其设计见下图推荐(以M3螺母为例)
3.2 预埋螺母
3.2.1 预埋螺母的规格
预埋螺母的规格采用热压螺母的规格,请参考上面的表格。
3.2.2 预埋螺母的拉力与扭力矩
在塑胶件上预埋的螺母所能承受的拉力与扭力矩值推荐如下表
| 型号 |
拉力 (kg) |
扭力矩 (kgf.cm) |
| M3×5.7 |
100 |
15 |
| M4×8.1 |
200 |
30 |
3.2.3 预埋螺母工艺要求
预埋螺母的工艺要求如下:
预埋螺母应采用芯棒定位,应保证芯棒与螺母的同轴度为φ0.03mm;模具上的圆柱孔与芯棒轴段的配合公差为H9/f9;
螺母在模具中必须可靠定位,在动模的合模运动中不致松动,在高压熔体冲击下不偏移、不漏料、不脱落;
对PC、PC+ABS等敏感性材料,需对螺母预加热,或进行后续保温处理,以减少热应力的产生(不推荐PC材料采用预埋螺母工艺,因为PC在注塑成型后会有残余应力,预埋螺母与塑胶结合处易开裂或一段时间后开裂,这个理恐怖。要避免可从工艺上改善,提高模温,减少保压时间,降低保压压力及注塑压力,提高料筒温度等,也可以做好在90-100度下加热产品,提前释放应力。)
预埋螺母后,螺母应与胶柱顶平面平齐,陷入胶柱顶平面不超过0.2mm。
留言与咨询
1.1
finesz.com
2023-01-06 17:32:04
@匿名 你好。没有具体熔点。105℃开始软化,150℃非常软,200℃具有流动性,270℃分解。如果是注塑的话温度210-260℃区间选择;如果是热熔嵌入金属件的话,110~190℃区间选择。
1.1.1.1
finesz.com
2023-01-07 19:51:58
2
如何预防控制员工在预埋螺母时,漏放 放反,请教一下
2.1
finesz.com
2023-06-30 17:55:24
@匿名 您好。你问的是一个生产过程组织与控制问题,显然要根据具体现场进行规划实施,我无法遍历所有发生异常的可能性进行猜测,汗~
3
咨询一下,PP材料预埋螺母M4,要求扭矩3.5N.m,拉脱力600N以上,需要选什么规格的螺母?
3.1
finesz.com
2024-01-26 11:02:53
@小林 你好。常规双斜花螺母即可,如热熔螺母
注意螺母总高度不能小于8mm
4
stone
2024-04-25 10:48:41
你好,现在贵司热熔螺母外面滚花角度是多少,这个有没有标准,还是说可以根据客户要求定制
4.1
finesz.com
2024-04-25 12:02:13
你好。
以常用的这款滚花螺母为例:
滚花角度(即旋转角β)为45°
中间段压花为RBR右斜(β=45°)
一侧段压花RBL左斜(β=45°)
以上是我公司内部默认标准。这个没有国标。
也可根据用户要求定制。
以上涉及的相关代号的含义请参考 DIN82滚花标准
5
你好,在PA6上预埋M4螺母,要求扭出力大于4.5N/M,拉出力大于1700,有推荐吗?
5.1
finesz.com
2025-03-26 15:06:22
@小王 你好。
如果是预埋(模具注塑成型)的话,标准的GB809直纹花螺母,规格为M4*外径6mm*高度8mm(或外径7mm 高度6mm) 即可满足以上需求。
5.1.1
你好,土八铜螺母可以注塑用吗?拉拔力会不会更好一点?
5.1.1.1
finesz.com
2025-03-28 21:19:46
你好。一般来说,不建议用土八字(我们叫双斜花)螺母来做注塑植入。同等螺纹*长度条件下,相对于GB809直纹花螺母,双斜花螺母表现要差一点,而这不是重点,重点是:
双斜花螺母因其外型结构程阶梯状,攻牙膨胀系数变化较大,导致内螺纹孔径公差跳动较大,这进一步导致在模具注塑过程产生溢胶或PIN针进不去的情况。
所以双斜花一般用来做后期热熔埋入;而直纹花螺母用来做模具植入用。
5.1.1.1.1.1
finesz.com
2025-04-03 22:40:57
6
Jayden
2025-04-18 11:24:25
6.1
finesz.com
2025-04-18 11:25:03
7
POM材料的嵌入螺母推荐哪种植入方式(热熔、热压和冷压)
7.1
finesz.com
2025-06-04 11:08:19
小汪您好。热熔压入和模具注塑植都可以。冷压不建议。
8.1
finesz.com
2025-08-27 17:29:58
你好。建议热熔不要采用冷压。PVC相对(如POM)而言太软了,不太适合冷压。
9
请教:基材是PA66+玻璃丝,需要加热铜螺母到多少度?
9.1
finesz.com
2025-11-27 21:23:07
你好。如果30%GF含量的话,嵌件温度一般270-300度为宜,对应热压头的温度则视热熔机使用说明及压入速度视情况调整(可能会是400度左右)。
10.1
finesz.com
2026-05-18 17:15:09
相对(PA66等)而言,热熔性差点。小规格嵌件的问题不大,大规格的比较容易开裂。
建议模具内植入就没这个风险。




































































































































